 |
 Как обустроить мансарду?  Как создать искусственный водоем?  Как наладить теплоизоляцию?  Как сделать стяжку пола?  Как выбрать теплый пол?  Зачем нужны фасадные системы?  Что может получиться из балкона? |
Главная страница » Энциклопедия строителя
содержание:
[стр.Введение] [стр.1] [стр.2] [стр.3] [стр.4] [стр.5] [стр.6] [стр.7] [стр.8] [стр.9] [стр.10] [стр.11] [стр.12] [стр.13] [стр.14] [стр.15] [стр.16] [стр.17] [стр.18] [стр.19] [стр.20] [стр.21] [стр.22] [стр.23] [стр.24] [стр.25] [стр.26] [стр.27] [стр.28] [стр.29] [стр.30] [стр.31] [стр.32] [стр.33] [стр.34] [стр.35] [стр.36] [стр.37] [стр.38] [стр.39] [стр.40] [стр.41] [стр.42] [стр.43] [стр.44] [стр.45] [стр.46] [стр.47] [стр.48] [стр.49] [стр.50] [стр.51] [стр.52] [стр.53] [стр.54] [стр.55] [стр.56] [стр.57] [стр.58] [стр.59] [стр.60] [стр.61] [стр.62] [стр.63] [стр.64] [стр.65] [стр.66] [стр.67] [стр.68] [стр.69] [стр.70] [стр.71] [стр.72] [стр.73] [стр.74] [стр.75] [стр.76] [стр.77] [стр.78] [стр.79] [стр.80] [стр.81] [стр.82] [стр.83] [стр.84] [стр.85] [стр.86] [стр.87] [стр.88] [стр.89] [стр.90] [стр.91] [стр.92] [стр.93] [стр.94] [стр.95] [стр.96] [стр.97] [стр.98] [стр.99] [стр.100] [стр.101] [стр.102] [стр.103] [стр.104] [стр.105] [стр.106] [стр.107] [стр.108] [стр.109] [стр.110] [стр.111] [стр.112] [стр.113] [стр.114] [стр.115] [стр.116] [стр.117] [стр.118] [стр.119] [стр.120] [стр.121] [стр.122] [стр.123] [стр.124] [стр.125] [стр.126] [стр.127] [стр.128] [стр.129] [стр.130] [стр.131] [стр.132] [стр.133] [стр.134] [стр.135] [стр.136] [стр.137] [стр.138] [стр.139] [стр.140] [стр.141] [стр.142] [стр.143] [стр.144] [стр.145] [стр.146] [стр.147] [стр.148] [стр.149] [стр.150] [стр.151] [стр.152] [стр.153] [стр.154] [стр.155] [стр.156] [стр.157] [стр.158] [стр.159] [стр.160] [стр.161] [стр.162] [стр.163] [стр.164] [стр.165] [стр.166] [стр.167] [стр.168] [стр.169] [стр.170] [стр.171] [стр.172] [стр.173] [стр.174] [стр.175] [стр.176] [стр.177] [стр.178] [стр.179] [стр.180] [стр.181] [стр.182] [стр.183] [стр.184] [стр.185] [стр.186] [стр.187] [стр.188] [стр.189] [стр.190] [стр.191] [стр.192] [стр.193] [стр.194] [стр.195] [стр.196] [стр.197] [стр.198] [стр.199] [стр.200] [стр.201] [стр.202] [стр.203] [стр.204] [стр.205] [стр.206] [стр.207] [стр.208] [стр.209] [стр.210] [стр.211] [стр.212] [стр.213] [стр.214] [стр.215] [стр.216] [стр.217] [стр.218] [стр.219] [стр.220] [стр.221] [стр.222] [стр.223] [стр.224] [стр.225] [стр.226] [стр.227] [стр.228] [стр.229] [стр.230] [стр.231] [стр.232] [стр.233] [стр.234] [стр.235] [стр.236] [стр.237] [стр.238] [стр.239] [стр.240] [стр.241] [стр.242] [стр.243] [стр.244] [стр.245] [стр.246] [стр.247] [стр.248] [стр.249] [стр.250] [стр.251] [стр.252] [стр.253] [стр.254] [стр.255] [стр.256] [стр.257] [стр.258] [стр.259] [стр.260] [стр.261] [стр.262] [стр.263] [стр.264] [стр.265] [стр.266] [стр.267] [стр.268] [стр.269] [стр.270] [стр.271] [стр.272] [стр.273] [стр.274] [стр.275] [стр.276] [стр.277] [стр.278] [стр.279] [стр.280] [стр.281] [стр.282] [стр.283] [стр.284] [стр.285] [стр.286] [стр.287] [стр.288] [стр.289] [стр.290] [стр.291] [стр.292] [стр.293] [стр.294] [стр.295] [стр.296] [стр.297] [стр.298] [стр.299] [стр.300] [стр.301] [стр.302] [стр.303] [стр.304] [стр.305] [стр.306] [стр.307] [стр.308] [стр.309] [стр.310] [стр.311] [стр.312] [стр.313] [стр.314] [стр.315] [стр.316] [стр.317] [стр.318] [стр.319] [стр.320] [стр.321] [стр.322] [стр.323] [стр.324] [стр.325] [стр.326] [стр.327] [стр.328] [стр.329] [стр.330] [стр.331] [стр.332] [стр.333] [стр.334] [стр.335] [стр.336] [стр.337] [стр.338] [стр.339] [стр.340] [стр.341] [стр.342]
страница - 215
теля бригады арматурщиков, которая будет устанавливать эту арматуру на объекте, а приемка установленной арматуры—с обязательным участием представителя бригады бетонщиков, которая будет укладывать бетон на данной захватке.
Перед началом бетонирования должен быть составлен акт на соответствие уложенной арматуры требованиям проекта.
2. ЗАГОТОВКА АРМАТУРЫ
А. ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА И УСТРОЙСТВО СТЫКОВ АРМАТУРЫ
Заготовка арматуры должна производиться в центральных арматурных мастерских (треста, строительного управления, строительной площадки) или в арматурных цехах заводов по изготовлению железобетонных конструкций, оснащенных необходимым оборудованием. Децентрализованная
Процесса/ заготовки тяжелой армат1/рь1
Склад apuaii/ptii
вагонетки
\ правка
Сттоваа сзарка стержней.
ваететхи
Роламеш стало/ РоАиковм столы
Резка стер/кнеа
гн1/тье стержней
ПоЭаяа „
шомцтоз S
---j5
Вязка каркасов
Точечная каока(ав
ZZJ
N09 (бота наршоз
Сдача готовой про дикции на
Станки и Q opt/gosoHue
Тепофер или кран Ьаяка гру зогщьемностш Ш to9$KF. ta смемнР1лш траверсош вррстак to ттыряыа дяа
правка
Сттввые коипюктше ?пел ntpocBapwme и ашюш типа асЛ ЛСиф мер а ар*чие Нащачно/е npuet te круги Ponuxoetuf стали ызелки
MeiatiuuecKue сгтнли дпя рез
типа С 76 Рорыкоаш стол с ме0и$и рейкой и оро» казелки
upmami/pof диаметром до
типа с /46 Роликовые стопа/
с мерненми реИнОми. козелки
Точечные электросварочно/е аппараты типа АТв МТОи qp
инвентарные стоики и козелки Острогубцы /м са ки;
Ддгояоа сеарочнт аппарат Уиветарт е казелми Острогубцы /к саяки/
Кран балла рузфладьемноом» W0 кг
Рис. 10. Технологическая схема заготовки тяжелой арматуры.
заготовка арматуры у отдельных объектов может быть допущена лишь в виде исключения при малом объеме арматурных работ на площадке, в случае невозможности заготовки арматуры в центральных арматурных мастерских или цехах вследствие отдаленности их от площадки объекта.
Арматура, как правило, должна монтироваться укрупненными каркасами или блоками и сетками. При заготовке
арматуры должно быть обеспечено минимальное количество отходов и полное их использование.
Заготовку тяжелой и легкой арматуры следует производить по технологическим схемам, приведенным на рис. ЮиП, причем отдельные процессы (резка, правка, гнутье и сборка стержней) должны быть максимально механизированы.
Пооцрссо* зоеоювки npeitou
QPHOltjDoi
dja повела и резка
догомргха
Гщюе (тер/нири
ZTT.
геюн | 4наа освй а и HQD сов |
1 | \ |
СВорнш сегон | |
Ьрш сртк (J netpui итат
cgava foiom "Ро
Сшнки и oeopi/goBOHup
ТелофРО или шн балка 10чзопо()ьеиттою ж-ООО кг
Сюмйк oB0>.for для провки и резки легкой армап/ры
мтнаткии cmoiKK дли гнуоо орма tijpsii Juno с 46 Мрхаинш ш ааивп для e»(jTbS легкой a/miiftp РдчнрР сапки дрй fHijisP лети всматдрь
7o4P4noie злектросворо</нр1е onnopif im Типа Pffl f Tn и др Шибпомя дли вроееоки размеров изделий
Ufee»ropH6ie берсюки шобпоно и козелки
igiDu I ганок дли гн/ юр сеормил срок opiaqtDi ребрис-ох сворнол пли
Кран болко Рузоподье ^осйО ООО кг
Рис. 11. Технологическая схема заготовки легкой арматуры.
При гнутье арматуры происходит растяжение железа в месте загиба с наружной стороны угла. В целях обеспечения точной заготовки арматуры в соответствии с чертежами необходимо соответственно уменьшить общую длину стержней по числу загибов согласно таблице 9.
Таблица 9
Удлинение арматурной стали при гнутье
Диаметр стержня в мм | Угол гнутья в мм | ||||
180° | 90° | 45° | |||
Удлинение стали в мм | |||||
6 | 10 | 5 | не | учитывать | |
8 | 10 | 10 | |||
10 | 15 | 10 | W | ||
12 | 15 | 10 | 5 | ||
14 | 20 | 15 | 5 | ||
Диаметр стержня в им | Угол гнутья в мм | ||||
180° | 90° | 45° | |||
Удлинение стали в мм | |||||
16 | 20 | 15 | 5 | ||
20 | 30 | 15 | 10 | ||
22 | 40 | 20 | 10 | ||
25 | 45 | 25 | 15 | ||
27 | 50 | 30 | 20 | ||
32 | 60 | 35 | 25 | ||
Для одновременного гнутья нескольких прутьев необходимо применять специальные держатели арматуры (рис. 12). Одновременно (в одной закладке) должно производиться гнутье следующего числа стержней одинаковой формы: 2 стержней диаметром 25 мм; 3 стержней—22 мм; 4 стержней— 19 мм; 6 стержней—16 мм; 8 стержней—12 мм и 10 стержней диаметром 10 мм. Изготовление хомутов, полухомутиков и прямых стержней с крюками из стали диаметром 4—8 мм должно производиться на легком механическом станке конструкции Замкова.
Для гнутья хомутов, петель и тому подобной легкой арматуры из стержней диаметром до 14 мм допускается применение ручных станков (рис. 13.).
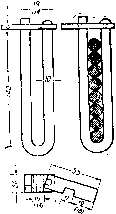
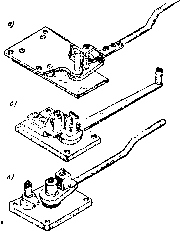
Рис. 12. Держатель арматуры при гнутье нескольких стержней (для арматуры диаметром 10—12 мм размеры указаны в скобках).
Рис. 13. Ручные станки для гнутья легкой арматуры: а и е—для гнутья арматуры диаметром до 14 ж; б—для гнутья крюков и полухомутиков.
содержание:
[стр.Введение] [стр.1] [стр.2] [стр.3] [стр.4] [стр.5] [стр.6] [стр.7] [стр.8] [стр.9] [стр.10] [стр.11] [стр.12] [стр.13] [стр.14] [стр.15] [стр.16] [стр.17] [стр.18] [стр.19] [стр.20] [стр.21] [стр.22] [стр.23] [стр.24] [стр.25] [стр.26] [стр.27] [стр.28] [стр.29] [стр.30] [стр.31] [стр.32] [стр.33] [стр.34] [стр.35] [стр.36] [стр.37] [стр.38] [стр.39] [стр.40] [стр.41] [стр.42] [стр.43] [стр.44] [стр.45] [стр.46] [стр.47] [стр.48] [стр.49] [стр.50] [стр.51] [стр.52] [стр.53] [стр.54] [стр.55] [стр.56] [стр.57] [стр.58] [стр.59] [стр.60] [стр.61] [стр.62] [стр.63] [стр.64] [стр.65] [стр.66] [стр.67] [стр.68] [стр.69] [стр.70] [стр.71] [стр.72] [стр.73] [стр.74] [стр.75] [стр.76] [стр.77] [стр.78] [стр.79] [стр.80] [стр.81] [стр.82] [стр.83] [стр.84] [стр.85] [стр.86] [стр.87] [стр.88] [стр.89] [стр.90] [стр.91] [стр.92] [стр.93] [стр.94] [стр.95] [стр.96] [стр.97] [стр.98] [стр.99] [стр.100] [стр.101] [стр.102] [стр.103] [стр.104] [стр.105] [стр.106] [стр.107] [стр.108] [стр.109] [стр.110] [стр.111] [стр.112] [стр.113] [стр.114] [стр.115] [стр.116] [стр.117] [стр.118] [стр.119] [стр.120] [стр.121] [стр.122] [стр.123] [стр.124] [стр.125] [стр.126] [стр.127] [стр.128] [стр.129] [стр.130] [стр.131] [стр.132] [стр.133] [стр.134] [стр.135] [стр.136] [стр.137] [стр.138] [стр.139] [стр.140] [стр.141] [стр.142] [стр.143] [стр.144] [стр.145] [стр.146] [стр.147] [стр.148] [стр.149] [стр.150] [стр.151] [стр.152] [стр.153] [стр.154] [стр.155] [стр.156] [стр.157] [стр.158] [стр.159] [стр.160] [стр.161] [стр.162] [стр.163] [стр.164] [стр.165] [стр.166] [стр.167] [стр.168] [стр.169] [стр.170] [стр.171] [стр.172] [стр.173] [стр.174] [стр.175] [стр.176] [стр.177] [стр.178] [стр.179] [стр.180] [стр.181] [стр.182] [стр.183] [стр.184] [стр.185] [стр.186] [стр.187] [стр.188] [стр.189] [стр.190] [стр.191] [стр.192] [стр.193] [стр.194] [стр.195] [стр.196] [стр.197] [стр.198] [стр.199] [стр.200] [стр.201] [стр.202] [стр.203] [стр.204] [стр.205] [стр.206] [стр.207] [стр.208] [стр.209] [стр.210] [стр.211] [стр.212] [стр.213] [стр.214] [стр.215] [стр.216] [стр.217] [стр.218] [стр.219] [стр.220] [стр.221] [стр.222] [стр.223] [стр.224] [стр.225] [стр.226] [стр.227] [стр.228] [стр.229] [стр.230] [стр.231] [стр.232] [стр.233] [стр.234] [стр.235] [стр.236] [стр.237] [стр.238] [стр.239] [стр.240] [стр.241] [стр.242] [стр.243] [стр.244] [стр.245] [стр.246] [стр.247] [стр.248] [стр.249] [стр.250] [стр.251] [стр.252] [стр.253] [стр.254] [стр.255] [стр.256] [стр.257] [стр.258] [стр.259] [стр.260] [стр.261] [стр.262] [стр.263] [стр.264] [стр.265] [стр.266] [стр.267] [стр.268] [стр.269] [стр.270] [стр.271] [стр.272] [стр.273] [стр.274] [стр.275] [стр.276] [стр.277] [стр.278] [стр.279] [стр.280] [стр.281] [стр.282] [стр.283] [стр.284] [стр.285] [стр.286] [стр.287] [стр.288] [стр.289] [стр.290] [стр.291] [стр.292] [стр.293] [стр.294] [стр.295] [стр.296] [стр.297] [стр.298] [стр.299] [стр.300] [стр.301] [стр.302] [стр.303] [стр.304] [стр.305] [стр.306] [стр.307] [стр.308] [стр.309] [стр.310] [стр.311] [стр.312] [стр.313] [стр.314] [стр.315] [стр.316] [стр.317] [стр.318] [стр.319] [стр.320] [стр.321] [стр.322] [стр.323] [стр.324] [стр.325] [стр.326] [стр.327] [стр.328] [стр.329] [стр.330] [стр.331] [стр.332] [стр.333] [стр.334] [стр.335] [стр.336] [стр.337] [стр.338] [стр.339] [стр.340] [стр.341] [стр.342]