 |
 Как обустроить мансарду?  Как создать искусственный водоем?  Как наладить теплоизоляцию?  Как сделать стяжку пола?  Как выбрать теплый пол?  Зачем нужны фасадные системы?  Что может получиться из балкона? |
Главная страница » Энциклопедия строителя
содержание:
[стр.Введение] [стр.1] [стр.2] [стр.3] [стр.4] [стр.5] [стр.6] [стр.7] [стр.8] [стр.9] [стр.10] [стр.11] [стр.12] [стр.13] [стр.14] [стр.15] [стр.16] [стр.17] [стр.18] [стр.19] [стр.20] [стр.21] [стр.22] [стр.23] [стр.24] [стр.25] [стр.26] [стр.27] [стр.28] [стр.29] [стр.30] [стр.31] [стр.32] [стр.33] [стр.34] [стр.35] [стр.36] [стр.37] [стр.38] [стр.39] [стр.40] [стр.41] [стр.42] [стр.43] [стр.44] [стр.45] [стр.46] [стр.47] [стр.48] [стр.49] [стр.50] [стр.51] [стр.52] [стр.53] [стр.54] [стр.55] [стр.56] [стр.57] [стр.58] [стр.59] [стр.60] [стр.61] [стр.62] [стр.63] [стр.64] [стр.65] [стр.66] [стр.67] [стр.68] [стр.69] [стр.70] [стр.71] [стр.72] [стр.73] [стр.74] [стр.75] [стр.76] [стр.77] [стр.78] [стр.79] [стр.80] [стр.81] [стр.82] [стр.83] [стр.84] [стр.85] [стр.86] [стр.87] [стр.88] [стр.89] [стр.90] [стр.91] [стр.92] [стр.93] [стр.94] [стр.95] [стр.96] [стр.97] [стр.98] [стр.99] [стр.100] [стр.101] [стр.102] [стр.103] [стр.104] [стр.105] [стр.106] [стр.107] [стр.108] [стр.109] [стр.110] [стр.111] [стр.112] [стр.113] [стр.114] [стр.115] [стр.116] [стр.117] [стр.118] [стр.119] [стр.120] [стр.121] [стр.122] [стр.123] [стр.124] [стр.125] [стр.126] [стр.127] [стр.128] [стр.129] [стр.130] [стр.131] [стр.132] [стр.133] [стр.134] [стр.135] [стр.136] [стр.137] [стр.138] [стр.139] [стр.140] [стр.141] [стр.142] [стр.143] [стр.144] [стр.145] [стр.146] [стр.147] [стр.148] [стр.149] [стр.150] [стр.151] [стр.152] [стр.153] [стр.154] [стр.155] [стр.156] [стр.157] [стр.158] [стр.159] [стр.160] [стр.161] [стр.162] [стр.163] [стр.164] [стр.165] [стр.166] [стр.167] [стр.168] [стр.169] [стр.170] [стр.171] [стр.172] [стр.173] [стр.174] [стр.175] [стр.176] [стр.177] [стр.178] [стр.179] [стр.180] [стр.181] [стр.182] [стр.183] [стр.184] [стр.185] [стр.186] [стр.187] [стр.188] [стр.189] [стр.190] [стр.191] [стр.192] [стр.193] [стр.194] [стр.195] [стр.196] [стр.197] [стр.198] [стр.199] [стр.200] [стр.201] [стр.202] [стр.203] [стр.204] [стр.205] [стр.206] [стр.207] [стр.208] [стр.209] [стр.210] [стр.211] [стр.212] [стр.213] [стр.214] [стр.215] [стр.216] [стр.217] [стр.218] [стр.219] [стр.220] [стр.221] [стр.222] [стр.223] [стр.224] [стр.225] [стр.226] [стр.227] [стр.228] [стр.229] [стр.230] [стр.231] [стр.232] [стр.233] [стр.234] [стр.235] [стр.236] [стр.237] [стр.238] [стр.239] [стр.240] [стр.241] [стр.242] [стр.243] [стр.244] [стр.245] [стр.246] [стр.247] [стр.248] [стр.249] [стр.250] [стр.251] [стр.252] [стр.253] [стр.254] [стр.255] [стр.256] [стр.257] [стр.258] [стр.259] [стр.260] [стр.261] [стр.262] [стр.263] [стр.264] [стр.265] [стр.266] [стр.267] [стр.268] [стр.269] [стр.270] [стр.271] [стр.272] [стр.273] [стр.274] [стр.275] [стр.276] [стр.277] [стр.278] [стр.279] [стр.280] [стр.281] [стр.282] [стр.283] [стр.284] [стр.285] [стр.286] [стр.287] [стр.288] [стр.289] [стр.290] [стр.291] [стр.292] [стр.293] [стр.294] [стр.295] [стр.296] [стр.297] [стр.298] [стр.299] [стр.300] [стр.301] [стр.302] [стр.303] [стр.304] [стр.305] [стр.306] [стр.307] [стр.308] [стр.309] [стр.310] [стр.311] [стр.312] [стр.313] [стр.314] [стр.315] [стр.316] [стр.317] [стр.318] [стр.319] [стр.320] [стр.321] [стр.322] [стр.323] [стр.324] [стр.325] [стр.326] [стр.327] [стр.328] [стр.329] [стр.330] [стр.331] [стр.332] [стр.333] [стр.334] [стр.335] [стр.336] [стр.337] [стр.338] [стр.339] [стр.340] [стр.341] [стр.342]
страница - 216
Готовая продукция (отдельные стержни, каркасы, сетки, хомуты и пр.) должна быть замаркирована (снабжена бирками с указанием названия объекта, конструкции, эскиза со всеми размерами, веса 1 шт., общего веса, даты) и храниться на складе в рассортированном виде, комплектами, в порядке, удобном для погрузки на транспортные средства, доставляющие арматуру к объектам строительства.
Ьална А/15 Стержени N3
тлдом А/8 1и этт чт ыь
■я sec siskt т \ петров
Рис. 14. Форма бирки.
Стыкование стержней арматуры может производиться путем: контактной электросварки впритык на стыково.м электросварочном аппарате; дуговой электросварки внахлестку или с накладками; при помощи вязки внахлестку вязальной проволокой.
Для электросварки арматуры встык должны применяться стационарные стыковые машины следующих типов:
для сварки арматуры диаметром до 16 мм—АСИФ-25
, 20 „ _ЛСИФ-50 „ 25 . —АСИФ-75 , 32 „ —МСР -100
При небольшой загрузке и работе с перерывами допускается производить сварку на машине АСИФ-25 стержней диаметром до 30—32 мм, на АСИФ-50~до 38—40 мм, па АСИФ-75 до 45 мм и на МСР-100—диаметром ЪОмм.
Работа на стыковой машине должна производиться звеном из четырех или пяти рабочих в следующем порядке:
зачистка концов стержней на приводных точилах на длину 10—15сж производится одним или двумя рабочими;
закладка стержней в зажимы машины с выпуском концов на 1 — 1,5 диаметра с точным соблюдением центровки стыкуемых стержней и сварка стержней производится сварщиком и двумя подсобными рабочими:
сваренные стержни складываются на стеллажи или вагонетки; сбрасывание стержней после сварки запрещается.
1 Стыкование стержней арматуры периодического профиля см. ниже.
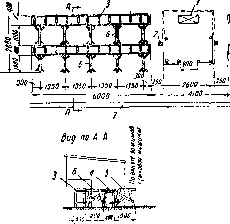
то JstiJh- Фоц. ism. --бт-
Рис. 15. Организация рабочего места при стыковой сварке арматуры:
стыкоиая электросварочная машина, 2—точило, J—4—роликовые столы, 5—б—козелки, 7—узкоколейный путь.
Стыкование стержней арматуры крупных диаметров (более 50 мм), которые не могут быть сварены на стыковых машинах, следует осуществлять дуговой сваркой. Длина стыка при дуговой сварке внахлестку, а также длина сварочного шва на полунакладке (при дуговой электросварке с накладками) должна быть не менее 5 диаметров стыкуемого стернсня.
а) б)
С)
11
C30D
■Ж
CD
ООО О
Рис. 16. Схемы стыков арматуры при дуговой сварке:
а—с7Ы с одной накладкой из полосы, согаутои под умом 120°, б—стык с двумя накладками из кру1Л0и стали приваренными с разных сторон, а—сгык внахлестку с двухсторонним швом стыке двумя чакладками из кру1лой стали, приваренными с одной стороны при наращивании стержней иа месте бетонирования консх у«цяй, *?—стык внахлестку с односторонним швом при наращивании стержней на месте бетонирования конструкции.
Примечание Концы стержней, свариваемых по схемам рис. 16. г п д, отгибаются так, чтобы под действием усилия в стержне стык не изгибался.
Стыкование стержней арматуры внахлестку при помощи вязальной проволоки должно выполняться с соблюдением следующих правил:
длина стыка стержней в растянутой зоне конструкций должна быть для круглой стали диаметром до 16 мм неме-. нее ЗОЙ;
стержни гладкой арматуры должны в растянутой зоне заканчиваться крюками;
длина стыка стержней из круглой стали в сжатой зоне конструкций должна составлять не менее 20 диаметров стыкуемых стержней.
Стыки стержней, выполненные при помощи дуговой сварки, а также внахлестку при помощи вязальной проволоки,
должны располагаться враз-
Жбежку, причем в растянутой . зоне площадь стержней, сты-.г—]---, -jb куемых в одном сечении, дол-
" . ... - 3od жна быть не более 25% от .общей площади сечения арма-
У1 туры.
н-1— I IДля проверки качества сты-
ков при всех видах сварки от Рис. 17. Стыкование стержней каждой партии сваренной ар-арматуры внахлестку при помощи матуры в 10 ОТ отбирают шесть вязальной проволоки:образцов. Если разрыв хотя
а —стык растянутых стержней, <5—стык бЫ ОДНОГО ОбраЗЦЭ ПрОИЗОЙДСТ
сжатых стержней. мест& сварки при пределе
прочности на разрыв, меньшем требуемого для данной марки стали (для Ст. 0<3200 кг/см. , для Сг. 3<3800 кг/см , для Ст. 5<5000 kzjcm ), контрольные испытания повторяются с удвоенным количеством образцов.
Партия бракуется, если при повторном испытании разорвутся по месту сварки более чем два стержня и предел прочности будет меньше требуемого для данной марки стали или если разорвутся по месту сварки более четырех стержней независимо от предела прочности при разрыве.
Б. ИЗГОТОВЛЕНИЕ АРМАТУРНЫХ КАРКАСОВ И СЕТОК
Изготовление арматурных каркасов и сеток состоит из следующих операций:
разметки, правки и резки арматурных стержней на длину, предусмотренную проектом;
гнутья арматурных стержней (в отдельных случаях);
сборки каркасов и сеток.
1 Стыкование стержней из круглой стали диаметром более 16 мл внахлестку при помощи вязальной проволоки не допускается.
содержание:
[стр.Введение] [стр.1] [стр.2] [стр.3] [стр.4] [стр.5] [стр.6] [стр.7] [стр.8] [стр.9] [стр.10] [стр.11] [стр.12] [стр.13] [стр.14] [стр.15] [стр.16] [стр.17] [стр.18] [стр.19] [стр.20] [стр.21] [стр.22] [стр.23] [стр.24] [стр.25] [стр.26] [стр.27] [стр.28] [стр.29] [стр.30] [стр.31] [стр.32] [стр.33] [стр.34] [стр.35] [стр.36] [стр.37] [стр.38] [стр.39] [стр.40] [стр.41] [стр.42] [стр.43] [стр.44] [стр.45] [стр.46] [стр.47] [стр.48] [стр.49] [стр.50] [стр.51] [стр.52] [стр.53] [стр.54] [стр.55] [стр.56] [стр.57] [стр.58] [стр.59] [стр.60] [стр.61] [стр.62] [стр.63] [стр.64] [стр.65] [стр.66] [стр.67] [стр.68] [стр.69] [стр.70] [стр.71] [стр.72] [стр.73] [стр.74] [стр.75] [стр.76] [стр.77] [стр.78] [стр.79] [стр.80] [стр.81] [стр.82] [стр.83] [стр.84] [стр.85] [стр.86] [стр.87] [стр.88] [стр.89] [стр.90] [стр.91] [стр.92] [стр.93] [стр.94] [стр.95] [стр.96] [стр.97] [стр.98] [стр.99] [стр.100] [стр.101] [стр.102] [стр.103] [стр.104] [стр.105] [стр.106] [стр.107] [стр.108] [стр.109] [стр.110] [стр.111] [стр.112] [стр.113] [стр.114] [стр.115] [стр.116] [стр.117] [стр.118] [стр.119] [стр.120] [стр.121] [стр.122] [стр.123] [стр.124] [стр.125] [стр.126] [стр.127] [стр.128] [стр.129] [стр.130] [стр.131] [стр.132] [стр.133] [стр.134] [стр.135] [стр.136] [стр.137] [стр.138] [стр.139] [стр.140] [стр.141] [стр.142] [стр.143] [стр.144] [стр.145] [стр.146] [стр.147] [стр.148] [стр.149] [стр.150] [стр.151] [стр.152] [стр.153] [стр.154] [стр.155] [стр.156] [стр.157] [стр.158] [стр.159] [стр.160] [стр.161] [стр.162] [стр.163] [стр.164] [стр.165] [стр.166] [стр.167] [стр.168] [стр.169] [стр.170] [стр.171] [стр.172] [стр.173] [стр.174] [стр.175] [стр.176] [стр.177] [стр.178] [стр.179] [стр.180] [стр.181] [стр.182] [стр.183] [стр.184] [стр.185] [стр.186] [стр.187] [стр.188] [стр.189] [стр.190] [стр.191] [стр.192] [стр.193] [стр.194] [стр.195] [стр.196] [стр.197] [стр.198] [стр.199] [стр.200] [стр.201] [стр.202] [стр.203] [стр.204] [стр.205] [стр.206] [стр.207] [стр.208] [стр.209] [стр.210] [стр.211] [стр.212] [стр.213] [стр.214] [стр.215] [стр.216] [стр.217] [стр.218] [стр.219] [стр.220] [стр.221] [стр.222] [стр.223] [стр.224] [стр.225] [стр.226] [стр.227] [стр.228] [стр.229] [стр.230] [стр.231] [стр.232] [стр.233] [стр.234] [стр.235] [стр.236] [стр.237] [стр.238] [стр.239] [стр.240] [стр.241] [стр.242] [стр.243] [стр.244] [стр.245] [стр.246] [стр.247] [стр.248] [стр.249] [стр.250] [стр.251] [стр.252] [стр.253] [стр.254] [стр.255] [стр.256] [стр.257] [стр.258] [стр.259] [стр.260] [стр.261] [стр.262] [стр.263] [стр.264] [стр.265] [стр.266] [стр.267] [стр.268] [стр.269] [стр.270] [стр.271] [стр.272] [стр.273] [стр.274] [стр.275] [стр.276] [стр.277] [стр.278] [стр.279] [стр.280] [стр.281] [стр.282] [стр.283] [стр.284] [стр.285] [стр.286] [стр.287] [стр.288] [стр.289] [стр.290] [стр.291] [стр.292] [стр.293] [стр.294] [стр.295] [стр.296] [стр.297] [стр.298] [стр.299] [стр.300] [стр.301] [стр.302] [стр.303] [стр.304] [стр.305] [стр.306] [стр.307] [стр.308] [стр.309] [стр.310] [стр.311] [стр.312] [стр.313] [стр.314] [стр.315] [стр.316] [стр.317] [стр.318] [стр.319] [стр.320] [стр.321] [стр.322] [стр.323] [стр.324] [стр.325] [стр.326] [стр.327] [стр.328] [стр.329] [стр.330] [стр.331] [стр.332] [стр.333] [стр.334] [стр.335] [стр.336] [стр.337] [стр.338] [стр.339] [стр.340] [стр.341] [стр.342]