 |
 Как обустроить мансарду?  Как создать искусственный водоем?  Как наладить теплоизоляцию?  Как сделать стяжку пола?  Как выбрать теплый пол?  Зачем нужны фасадные системы?  Что может получиться из балкона? |
Главная страница » Энциклопедия строителя
содержание:
[стр.Введение] [стр.1] [стр.2] [стр.3] [стр.4] [стр.5] [стр.6] [стр.7] [стр.8] [стр.9] [стр.10] [стр.11] [стр.12] [стр.13] [стр.14] [стр.15] [стр.16] [стр.17] [стр.18] [стр.19] [стр.20] [стр.21] [стр.22] [стр.23] [стр.24] [стр.25] [стр.26] [стр.27] [стр.28] [стр.29] [стр.30] [стр.31] [стр.32] [стр.33] [стр.34] [стр.35] [стр.36] [стр.37] [стр.38] [стр.39] [стр.40] [стр.41] [стр.42] [стр.43] [стр.44] [стр.45] [стр.46] [стр.47] [стр.48] [стр.49] [стр.50] [стр.51] [стр.52] [стр.53] [стр.54] [стр.55] [стр.56] [стр.57] [стр.58] [стр.59] [стр.60] [стр.61] [стр.62] [стр.63] [стр.64] [стр.65] [стр.66] [стр.67] [стр.68] [стр.69] [стр.70] [стр.71] [стр.72] [стр.73] [стр.74] [стр.75] [стр.76] [стр.77] [стр.78] [стр.79] [стр.80] [стр.81] [стр.82] [стр.83] [стр.84] [стр.85] [стр.86] [стр.87] [стр.88] [стр.89] [стр.90] [стр.91] [стр.92] [стр.93] [стр.94] [стр.95] [стр.96] [стр.97] [стр.98] [стр.99] [стр.100] [стр.101] [стр.102] [стр.103] [стр.104] [стр.105] [стр.106] [стр.107] [стр.108] [стр.109] [стр.110] [стр.111] [стр.112] [стр.113] [стр.114] [стр.115] [стр.116] [стр.117] [стр.118] [стр.119] [стр.120] [стр.121] [стр.122] [стр.123] [стр.124] [стр.125] [стр.126] [стр.127] [стр.128] [стр.129] [стр.130] [стр.131] [стр.132] [стр.133] [стр.134] [стр.135] [стр.136] [стр.137] [стр.138] [стр.139] [стр.140] [стр.141] [стр.142] [стр.143] [стр.144] [стр.145] [стр.146] [стр.147] [стр.148] [стр.149] [стр.150] [стр.151] [стр.152] [стр.153] [стр.154] [стр.155] [стр.156] [стр.157] [стр.158] [стр.159] [стр.160] [стр.161] [стр.162] [стр.163] [стр.164] [стр.165] [стр.166] [стр.167] [стр.168] [стр.169] [стр.170] [стр.171] [стр.172] [стр.173] [стр.174] [стр.175] [стр.176] [стр.177] [стр.178] [стр.179] [стр.180] [стр.181] [стр.182] [стр.183] [стр.184] [стр.185] [стр.186] [стр.187] [стр.188] [стр.189] [стр.190] [стр.191] [стр.192] [стр.193] [стр.194] [стр.195] [стр.196] [стр.197] [стр.198] [стр.199] [стр.200] [стр.201] [стр.202] [стр.203] [стр.204] [стр.205] [стр.206] [стр.207] [стр.208] [стр.209] [стр.210] [стр.211] [стр.212] [стр.213] [стр.214] [стр.215] [стр.216] [стр.217] [стр.218] [стр.219] [стр.220] [стр.221] [стр.222] [стр.223] [стр.224] [стр.225] [стр.226] [стр.227] [стр.228] [стр.229] [стр.230] [стр.231] [стр.232] [стр.233] [стр.234] [стр.235] [стр.236] [стр.237] [стр.238] [стр.239] [стр.240] [стр.241] [стр.242] [стр.243] [стр.244] [стр.245] [стр.246] [стр.247] [стр.248] [стр.249] [стр.250] [стр.251] [стр.252] [стр.253] [стр.254] [стр.255] [стр.256] [стр.257] [стр.258] [стр.259] [стр.260] [стр.261] [стр.262] [стр.263] [стр.264] [стр.265] [стр.266] [стр.267] [стр.268] [стр.269] [стр.270] [стр.271] [стр.272] [стр.273] [стр.274] [стр.275] [стр.276] [стр.277] [стр.278] [стр.279] [стр.280] [стр.281] [стр.282] [стр.283] [стр.284] [стр.285] [стр.286] [стр.287] [стр.288] [стр.289] [стр.290] [стр.291] [стр.292] [стр.293] [стр.294] [стр.295] [стр.296] [стр.297] [стр.298] [стр.299] [стр.300] [стр.301] [стр.302] [стр.303] [стр.304] [стр.305] [стр.306] [стр.307] [стр.308] [стр.309] [стр.310] [стр.311] [стр.312] [стр.313] [стр.314] [стр.315] [стр.316] [стр.317] [стр.318] [стр.319] [стр.320] [стр.321] [стр.322] [стр.323] [стр.324] [стр.325] [стр.326] [стр.327] [стр.328] [стр.329] [стр.330] [стр.331] [стр.332] [стр.333] [стр.334] [стр.335] [стр.336] [стр.337] [стр.338] [стр.339] [стр.340] [стр.341] [стр.342]
страница - 94
Размещение заклепок и болтов в уголках
5-
h | е | h | е | мкс | /г | «1 | «2 | МКС | «2 | а!мкс | ||
50 | 30 | 14 | 80 | 45 | 23 | 120 | 55 | 85 | 23 | _ | _ | |
55 | 30 | 17 | 90 | 50 | 23 | 130 | 55 | 90 | 23 | — | — | — |
60 | 35 | 17 | 100 | 60 | 26 | 150 | 65 | ПО | 26 | 55 | 115 | 20 |
65 | 35 | 20 | 120 | 65 | 29 | 180 | 70 | 130 | 29 | 70 | 140 | 23 |
75 | 40 | 20 | — | ~ | — | 200 | 90 | 150 | 29 | 70 | 150 | 26 |
Размещение заклепок и болтов в листовом металле (предельные расстояния) указано в таблице 7. Меньшие расстояния принимаются для рабочих болтов или заклепок (стыковых) и большие—для связующих.
Таблица 7
Размещение заклепок и болтов в листовом метал не
Нормиру- | Направ- | Ряд | Вид | Расстояние | |
емый | ление | усилия | мини- \1: 1Л!,ное | максимальное | |
Между центрами дыр диаметром d | В люоом направлении | Крайний при наличии окаймляющего уголка и средний ряд | жение | а со" g g QJ О | 1ьа или 24Ь |
Сж1тие | \2d или 188 | ||||
Крайний ряд при отсутствии окаймляющих уголков | Растяжение и сжатие | й о СО \о те к | Sd или 12в | ||
От центра | Вдоль | В любом ряду | Растя- | 2d | id |
дыр до края элемента | 1 lonepeK | жение и сжатие | 1М | или 85 | |
4, РАСЧЕТ СОЕДИНЕНИЙ СТАЛЬНЫХ КОНСТРУКЦИЙ НА СВАРКЕ
Соединение элементов стальных конструкций на сварке может выполняться стыковыми, угловыми (валиковыми) и другими швами.
Стыковые швы осуществляются при соединении элементов, расположенных в одной плоскости, путем заполнения присадочным материалом пространства между элементами. Разделка кромок и конструктивные размеры стыковых швов показаны на рис. 2.
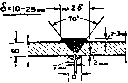
Si гь
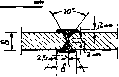
Рис. 2.
Стыковые швы применяются преимущественно в случае заводского изготовления конструкций.
В построечных условиях соединение элементов целесообразнее осуществлять накладками, приваренными к стыкуемым элементам угловыми швами.
Угловые швы для конструкций, работающих на статическую нагрузку, выполняются с равными катетами.
Максимальная высота валико-вого шва < 1,5 8 при сварке с одной стороны и 1,0S при сварке с двух сторон в одном месте швами одной высоты (рис. 3.)
Минимальная высота валикового шва /im=4 мм.
Максимальная расчетная длина флангового (продольного) шва /ш = 60/гш -
Минимальная расчетная длина шва /ш=40 мм, но не менее 4/гш. Расстояние между шпонками прерывистых швов не должно превышать:
для сжатых элементов С = 15 8;
для растянутых элементов С = 30 8, где5—толщина более тонкого элемента.
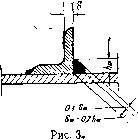
Крепление уголков должно производиться с учетом несимметричности их центра тяжести по отношению к полке уголка. Расчетное усилие у обушка и по кромке уголка принимается (рис. 5):
для равиобоких уголков Л об == 0,7N; N p = 0,ЗЛ/;
для неравнобоких уголков, приваренных широкой полкой, No6 = 0,65N; N p = 0,35N;
то же, но узкой полкой Л/об = 0,75 Л ; Л/кр = 0,25Л .
Минимальные размеры перепуска и накладок в стыках должны приниматься в соответствии с рис. 6.
Рис. 4.
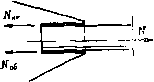
Рис. 5.
^ ^
WUW в 6
А
Рис. 6.
Расчет сварных соединений производится по следующим формулам.
лобовые (торцевые) стыковые швы на сжатие и растяжение:
N mRcJmb;(5)
косые стыковые швы на сжатие и растяжение: косые стыковые швы на срез:
cos о
(6)
(7)
угловые швы на сжатие, растяжение и срез при любом положении их по отношению к действующему усилию:
N < 0,7 тЛРш Лш,
(8)
где- Л/— расчетное усилие в элементе;
//■ — коэфициент условной работы элемента или конструкции;
1ш~ расчетная длина шва, равная действительной длине сварки за вычетом 10 им для покрытия непровара и кратера на концах шва;
содержание:
[стр.Введение] [стр.1] [стр.2] [стр.3] [стр.4] [стр.5] [стр.6] [стр.7] [стр.8] [стр.9] [стр.10] [стр.11] [стр.12] [стр.13] [стр.14] [стр.15] [стр.16] [стр.17] [стр.18] [стр.19] [стр.20] [стр.21] [стр.22] [стр.23] [стр.24] [стр.25] [стр.26] [стр.27] [стр.28] [стр.29] [стр.30] [стр.31] [стр.32] [стр.33] [стр.34] [стр.35] [стр.36] [стр.37] [стр.38] [стр.39] [стр.40] [стр.41] [стр.42] [стр.43] [стр.44] [стр.45] [стр.46] [стр.47] [стр.48] [стр.49] [стр.50] [стр.51] [стр.52] [стр.53] [стр.54] [стр.55] [стр.56] [стр.57] [стр.58] [стр.59] [стр.60] [стр.61] [стр.62] [стр.63] [стр.64] [стр.65] [стр.66] [стр.67] [стр.68] [стр.69] [стр.70] [стр.71] [стр.72] [стр.73] [стр.74] [стр.75] [стр.76] [стр.77] [стр.78] [стр.79] [стр.80] [стр.81] [стр.82] [стр.83] [стр.84] [стр.85] [стр.86] [стр.87] [стр.88] [стр.89] [стр.90] [стр.91] [стр.92] [стр.93] [стр.94] [стр.95] [стр.96] [стр.97] [стр.98] [стр.99] [стр.100] [стр.101] [стр.102] [стр.103] [стр.104] [стр.105] [стр.106] [стр.107] [стр.108] [стр.109] [стр.110] [стр.111] [стр.112] [стр.113] [стр.114] [стр.115] [стр.116] [стр.117] [стр.118] [стр.119] [стр.120] [стр.121] [стр.122] [стр.123] [стр.124] [стр.125] [стр.126] [стр.127] [стр.128] [стр.129] [стр.130] [стр.131] [стр.132] [стр.133] [стр.134] [стр.135] [стр.136] [стр.137] [стр.138] [стр.139] [стр.140] [стр.141] [стр.142] [стр.143] [стр.144] [стр.145] [стр.146] [стр.147] [стр.148] [стр.149] [стр.150] [стр.151] [стр.152] [стр.153] [стр.154] [стр.155] [стр.156] [стр.157] [стр.158] [стр.159] [стр.160] [стр.161] [стр.162] [стр.163] [стр.164] [стр.165] [стр.166] [стр.167] [стр.168] [стр.169] [стр.170] [стр.171] [стр.172] [стр.173] [стр.174] [стр.175] [стр.176] [стр.177] [стр.178] [стр.179] [стр.180] [стр.181] [стр.182] [стр.183] [стр.184] [стр.185] [стр.186] [стр.187] [стр.188] [стр.189] [стр.190] [стр.191] [стр.192] [стр.193] [стр.194] [стр.195] [стр.196] [стр.197] [стр.198] [стр.199] [стр.200] [стр.201] [стр.202] [стр.203] [стр.204] [стр.205] [стр.206] [стр.207] [стр.208] [стр.209] [стр.210] [стр.211] [стр.212] [стр.213] [стр.214] [стр.215] [стр.216] [стр.217] [стр.218] [стр.219] [стр.220] [стр.221] [стр.222] [стр.223] [стр.224] [стр.225] [стр.226] [стр.227] [стр.228] [стр.229] [стр.230] [стр.231] [стр.232] [стр.233] [стр.234] [стр.235] [стр.236] [стр.237] [стр.238] [стр.239] [стр.240] [стр.241] [стр.242] [стр.243] [стр.244] [стр.245] [стр.246] [стр.247] [стр.248] [стр.249] [стр.250] [стр.251] [стр.252] [стр.253] [стр.254] [стр.255] [стр.256] [стр.257] [стр.258] [стр.259] [стр.260] [стр.261] [стр.262] [стр.263] [стр.264] [стр.265] [стр.266] [стр.267] [стр.268] [стр.269] [стр.270] [стр.271] [стр.272] [стр.273] [стр.274] [стр.275] [стр.276] [стр.277] [стр.278] [стр.279] [стр.280] [стр.281] [стр.282] [стр.283] [стр.284] [стр.285] [стр.286] [стр.287] [стр.288] [стр.289] [стр.290] [стр.291] [стр.292] [стр.293] [стр.294] [стр.295] [стр.296] [стр.297] [стр.298] [стр.299] [стр.300] [стр.301] [стр.302] [стр.303] [стр.304] [стр.305] [стр.306] [стр.307] [стр.308] [стр.309] [стр.310] [стр.311] [стр.312] [стр.313] [стр.314] [стр.315] [стр.316] [стр.317] [стр.318] [стр.319] [стр.320] [стр.321] [стр.322] [стр.323] [стр.324] [стр.325] [стр.326] [стр.327] [стр.328] [стр.329] [стр.330] [стр.331] [стр.332] [стр.333] [стр.334] [стр.335] [стр.336] [стр.337] [стр.338] [стр.339] [стр.340] [стр.341] [стр.342]