 |
 Как обустроить мансарду?  Как создать искусственный водоем?  Как наладить теплоизоляцию?  Как сделать стяжку пола?  Как выбрать теплый пол?  Зачем нужны фасадные системы?  Что может получиться из балкона? |
Главная страница » Энциклопедия строителя
содержание:
[стр.Введение] [стр.1] [стр.2] [стр.3] [стр.4] [стр.5] [стр.6] [стр.7] [стр.8] [стр.9] [стр.10] [стр.11] [стр.12] [стр.13] [стр.14] [стр.15] [стр.16] [стр.17] [стр.18] [стр.19] [стр.20] [стр.21] [стр.22] [стр.23] [стр.24] [стр.25] [стр.26] [стр.27] [стр.28] [стр.29] [стр.30] [стр.31] [стр.32] [стр.33]
страница - 3
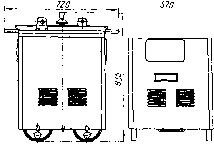
Рис. 3.53. Однопостовой сварочный трансформатор для дуговой сварки ТД-300
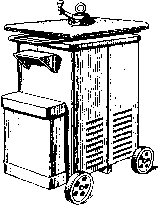
Рис. 3.54. Трансформатор ТД-500
нию различных металлоконструкций, а также на монтаже. Режим работы оборудования определяется величиной ПР (продолжительность работы), выраженной в процентах. Например, ПР-бО% означает, что оборудование работает при максимальной токовой нагрузке не более 60% времени цикла, который устанавливается длительностью 5 мин. При сварочных работах, производимых иа открытом воздухе, трансформаторы должны быть защищены навесом от попадания на них дождя и сиега.
Общие виды трансформаторов ТД-300 и ТД-500 представлены на рис. 3.53 и 3.54 соответственно.
Стабилизатор дуги 50 Гц. Стабилизатор дуги предназначен для поддержания устойчивого, горения дуги при ручной дуговой сварке (плавящимся электродом) переменным током путем подачи на дугу в начале каждого периода полярности (плюс на электрод) импульса напряжения, обеспечивающего устойчивое горение дуги. Стабилизатор состоит из: корпуса, в который встраи-
вается шасси; лицевой панели, на последней установлены три приборные клеммы; «фаза», «электрод», «изделие»; крышки, которой закрывается стабилизатор во время работы.
Питание стабилизатора — от сети переменного тока 220 В, частотой 50 ±0,5 Гц. Допускаемые отклонения напряжения сети от номинального -f 10 и —15%. Потребляемая мощность стабилизатора для формирования стабилизирующего импульса — не менее280В • А. Потребляемаямощностьна собственные нужды — не более 10 В • А. Стабилизируемый сварочный ток — от 80 до 800 А. Габаритные размеры 320 х 205 х X 90 мм; масса 5 кг.
Источник питания «Разряа-250». Источник питания предназначен для ручной дуговой сварки стали и алюминия электродами различных марок диаметром от 2 до 5 мм на строительно-монтажных площадках, в ремонтных мастерских, гаражах и других местах, где требуется частая транспортировка источников питания.
Источник питания — в однокорпусиом исполнении и состоит из трансформатора, стабилизатора дуги на 100 Гц и фильтра от радиопомех.
Технические характеристики Питание; напряжение, В . . . .380
частота, Гц.....50
Регулирование тока . . . „ Хатое " Пределы регулирования тока, А ........ 90-250
Номинальный сварочный
ток, А........250
Напряжение холостого тока, В ........ 60 + 2
Номинальное рабочее напряжение, В......30
Продолжительность работы (ПР) при пятиминутном цикле работы, % . . . .20
Частота следования стабилизирующих импульсов, Гц100 Габаритные размеры, мм 350x310x480 Масса, кг.......50
Сварочный генератор ГСО-300-5. Сварочный генератор предназначен для питания постоянным током одного сварочного поста при ручной дуговой сварке, наплавке и резке металлов.
Технические характеристики Номинальный сварочный ток
при ПВ-60%, А...... 300
Пределы регулирования тока, А 100—300 Номинальное рабочее напряжение, В.......... 32
Номинальная частота вращения,
об/мин......... 2000
Габаритные размеры, мм . . . 675 х 474 х
х625
Масса, кг........ 218
Преобразователи сварочные ПСО-300-3, ПСО-500, ПД-305,11Д-502. Преобразователи предназначены для питания постоянным током сварочного поста при ручной дуговой сварке, а также сварочных цепей автоматов и полуавтоматов при дуговой сварке под слоем флюса.
На рис. 3.55 представлен общий вид однопостового генераторного преобразователя ПСО-300 для дуговой сваркн.
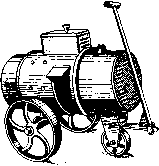
Рис. 3.55. Однопостовой генераторный преобразователь П СО300 для дуговой сварки
Тип преобразователя ПСО-300-3 Номинальный сварочный ток, А . . . .315 Пределы регулирования сварочного тока,
А........ 115-315
Номинальное рабочее напряжение, В . . .32 Номинальная мощность электродвигателя, кВт......13
Габаритные размеры,
мм....... 1069 x 590 x 800
Технические характеристики
^асса, кг .
400
ПСО-500 500
65-500 40
30
1075x650x1085 540
ПД-305 315
40-350 32
10
1200x580x805 285
ПД-502 500
75-500 40
30
1060x650x935 550
Сварочные агрегаты. Передвижные сварочные агрегаты АСД-ЗООМ, АДД-303 н АДД-305 предназначены для ручной дуговой сварки постоянным током. Агрегаты состоят из сварочного генератора постоянного тока и дизельного двигателя, установленных
на раме н соединенных эластичной муфтой. На небольшие расстояния агрегаты можно перемещать на подкладных катках. Для защиты от осадков агрегат имеет крышку и съемные металлические боковые щиты.
Технические характеристики
Тип сварочного агрегата ......АСД-ЗООМ
АДД-303
Номинальный сварочный ток, А ... 300300
Номинальное напряжение, В..... 3232
Номинальный режим работы ПР, % 6060
Пределы регулирования сварочного тока, А ...... 75-300100-300
Мощность двигателя, кВт..... 17,729,4
Габаритные размеры, мм .....1885X875 X1915х895х
X1470X1250
Масса, кг ... . 980900
АДД-305 315 32 60
60-350
29,4
1915X895X X 1140 900
АСДП-500 500 40 60
120-600 44
6350X2350X Х2785 4400
АСБ-ЗООМ 300 32 60
80-300 14,7
1660 X1095X х935 565
Агрегат передвижной АСДП-500 предназначен для ручной и автоматической дуговой сварки постоянным током и состоит из сварочного генератора постоянного тока, дизельного двигателя и пусковой, регулирующей и контрольно-измерительной аппаратуры. Агрегат смонтирован на двухосном прицепе и защищен кожухом с металлическими шторами. Прицеп оборудован тормозами и сцепным устройством, позволяющим буксировать агрегат за автомобилем нли трактором.
Агрегат передвижной АСБ-ЗООМ предназначен для дуговой электросварки постоянным током в полевых условиях.
Выпрямители сварочные ВД301 н ВДЗОб. Выпрямители предназначены для электрической ручной сварки, резки и наплавки металлов постоянным током, а также для сварки нержавеющей стали в защитных газах непла-вящимся электродом. Выпрямитель кремниевый.
Технические характеристики Тип выпрямителя . . . ВД306ВД301
Номинальный сварочный
ток при ПР-60%, А 315300
Пределы регулирования
сварочного тока, А. . . 50 — 315 45 — 300
Напряжение, В:
питающей сети . . .220 или 380 220 или 380 номинальное рабочее 3232
холостого хода ... 65 — 6865 — 68
Коэффициент мощности
(cos4>)....... 0,6 0,58
Потребляемая мощность,
кВА....... 2321
Габаритные размеры, мм 785 х 780 х 1200 х 756 х
х795х830
Масса, кг...... 175230
Машины для точечной н рельефной сварки. Машины предназначены для контактной точечной сварки деталей из углеродистой стали обыкновенного качества. При комплектовании машин синхронными регуляторами цикла сварки возможна также сварка деталей нз нержавеющих, низколегированных сталей и алюминиевых сплавов.
На рис. 3.56 приведена схема устройства машины АТП-25 для точечной сварки. Машина АТП-25 педальная с механическим прерывателем. При нажатии на педаль I тяга 12 перемещается вверх и поворачивает рычаг И. Вместе с треугольным рычагом перемещается вверх пружина 7, поворачивая вокруг оси 5 рычаг 6 и консоль 4. Прн этом верхний электрод 3 перемещается в направлении к нижнему 2 до соприкосновения с деталью, помещенной между электродами (на рисунке деталь не показана). При дальнейшем нажа-
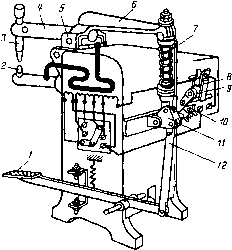
Рис. 3.56. Машина для точечной АТП-25
сварки
тии на педаль происходит сжатие пружины 7 с одновременным увеличением давления между электродами. Деформация пружины
7влечет за собой нажатие рычага /О на ролик 9 и включение контактора 8, благодаря чему через изделие проходит сварочный ток. При дальнейшем увеличении деформации пружины 7 от давления на педаль / рычаг 10 проскальзывает по ролику 9 н контактор
8отключается, прерывая сварочную цепь. Удерживая педаль в крайнем нижнем поло-женин, создают повышенное давление между электродами при выключенном токе. После прекращения нажатия на педаль электрод 3 перемещается вверх под действием сил тяжести деталей 6, 7, 11 тл 12.
Технические характеристики Номинальная мощность, кВА . . 25 Полезный вылет электродов, мм 250 Максимальная толщина свариваемых листов, мм.......3-f-3
Оборудование для аргонодуговой сварки.
Аргонодуговую сварку применяют прн сварке труб из высоколегированных сталей, легких сталей и меди, так как аргон предохраняет от выгорания легирующие примеси и позволяет получить швы высокого качества. Ручную сварку ведут неплавящимся электродом при помощи горелок-электродо-держателей типа АР. Горелка предназначена для сварки вольфрамовыми электродами диаметром от 1 до 6 мм при сварочном токе до 400 А. Для предупреждения перефева со-
содержание:
[стр.Введение] [стр.1] [стр.2] [стр.3] [стр.4] [стр.5] [стр.6] [стр.7] [стр.8] [стр.9] [стр.10] [стр.11] [стр.12] [стр.13] [стр.14] [стр.15] [стр.16] [стр.17] [стр.18] [стр.19] [стр.20] [стр.21] [стр.22] [стр.23] [стр.24] [стр.25] [стр.26] [стр.27] [стр.28] [стр.29] [стр.30] [стр.31] [стр.32] [стр.33]