 |
 Как обустроить мансарду?  Как создать искусственный водоем?  Как наладить теплоизоляцию?  Как сделать стяжку пола?  Как выбрать теплый пол?  Зачем нужны фасадные системы?  Что может получиться из балкона? |
Главная страница » Энциклопедия строителя
содержание:
[стр.Введение] [стр.1] [стр.2] [стр.3] [стр.4] [стр.5] [стр.6] [стр.7] [стр.8] [стр.9] [стр.10] [стр.11] [стр.12] [стр.13] [стр.14] [стр.15] [стр.16] [стр.17] [стр.18] [стр.19] [стр.20] [стр.21] [стр.22] [стр.23] [стр.24] [стр.25] [стр.26] [стр.27] [стр.28] [стр.29] [стр.30] [стр.31] [стр.32] [стр.33]
страница - 2
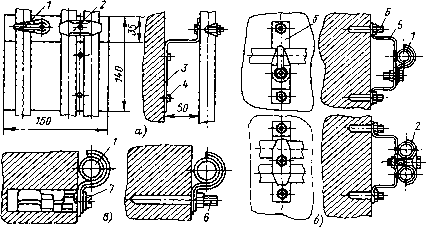
Рис. 5.16. Крепление одиночных трубных проводок диаметром от 22 до 60 мм на бетонных
и кирпичных основаниях: я-на Z-образиом перфорированном профиле; б-на перфорированной полосе; в - на строительном
основании; / — 7 —см. рис. 5.15

1
-.4. | ||
U1
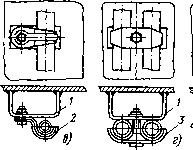
Рис. 5.17. Крепление одиночных трубных проводок на перфорированной полосе, приваренной к металлическому основанию: я-одна труба диаметром 8-14 мм; б-две трубы диаметром 8-14 мм; в - одна труба диаметром 22 - 60 мм; г - две трубы диаметром 22-60 мм; й - четыре трубы диаметром 8-14 мм; 1 - перфорированная полоса; 2-скоба типа СО; 5 - скоба типа БС ; ./-скоба типа БСП
струкции имеют крепежные отверстия, то на бетонных и кирпичных основаниях без закладных частей (пластин) их крепят дюбелями-винтами, дюбелями с распорной гайкой и вмазанными штырями; при наличии закладных частей эти несущие конструкции приваривают к металлическим основаниям.
К несущим конструкциям и непосредственно к строительным основаниям трубы крепят однолапковьшш, двухлапковьпии и безлапковыми скобами, при этом крепление скоб к основанию может осуществляться дюбелями-винтами и дюбелями с распорной гайкой. После предварительного закрепления трубных проводок иа несущих конструкциях
и основаниях приступают к выполнению соединений труб.
СОВДИНЕНИЕ ТРУБ
Трубные проводки в зависимости от условий их работы выполняют неразъемными и разъемными.
Неразъемные соединения можно разобрать только с нарушением целости материала трубы или вращая одну или несколько соединенных труб. В условиях монтажа неразъемные соединения чаще всего выполняют газовой, электро- или аргонодуговой сваркой.
Разъемные соединения можно разобрать без нарушения целостности материала трубы или без вращения соединенных труб. При выполнении разъемных соединений труб необходимо обеспечить: механическую прочность, достаточную для сохранения целости трубопровода при воздействии на него внутренних и внешних сил при монтаже и в процессе эксплуатации; механическую прочность соединений при воздействии на них давлений заполняющих сосуд сред в процессе испытаний и при эксплуатационных режимах; плотность соединений при воздействии на них давлений заполняющей среды в процессе испытаний и при эксплуатационных режимах; легкость сборки и разборки стандартным или специальным инструментом. Неразъемные соединения должны также отвечать всем изложенным выше требованиям, предъявляемым к разъемным соединениям, кроме легкости сборки и разборки.
Расположение соединений. Соединения любого типа металлических труб запрещается располагать на изогнутых участках. Соединения должны выполняться только на прямолинейных участках трубных проводок (рис. 5.18).
Запрещается расположение соединений на компенсаторах трубных проводок у температурных швов зданий.
При прокладке одиночных трубных проводок разъемные соединители устанавливают в местах, удобных для эксплуатации. При прокладке одиночных трубных проводок готовыми блоками расстояния между разъемными соединениями определяются требованиями удобства эксплуатации и технологией соединения труб.
Разъемные и неразъемные соединения труб следует располагать в стороне от проходов, агрегатов, обслуживаемых людьми, электродвигателей, электрических щитов
и оборудования, так как попадание на них среды, заполняющей трубные проводки, может вызвать повреждение. При технической невозможности выполнения указанного требования под трубным разъемным соединением помещают защитные козырьки, исключающие возможность попадания среды, заполняющей трубные проводки, на людей и оборудование.
При групповых трубных проводках и соединениях блоков труб разъемные и неразъемные резьбовые соединения труб должны располагаться со сдвигом соединений для свободного применения инструмента при монтаже или демонтаже соединений (рис. 5.18).
При сдвиге соединений с изгибом труб (утки) допускается расположение неразъемных соединений труб на прямом участке на расстоянии не менее 50 мм от начала изгиба.
Расположение соединений труб любого типа на опорных несущих конструкциях запрещается. Соединения труб рекомендуется располагать на расстояниях около 200 мм от опорных точек.
Технология выполнения безрезьбовых неразъемных соединений металлических труб должна обеспечивать неизменность структуры, химического состава и механической прочности металла труб в местах их соединений. Неразъемные соединения выполняют с помощью электродуговой, газопламенной или аргонодуговой сварки. Способы сварки стыков трубопроводов приведены в табл. 5.19. Электроды или сварочную проволоку выбирают в зависимости от материала свариваемых труб. Сварные швы должны соответствовать ГОСТ 16037-80.
При соединении трубных проводок на сварке (рис. 5.19) проводится центровка труб. Для труб диаметром свыше 30 мм центров-
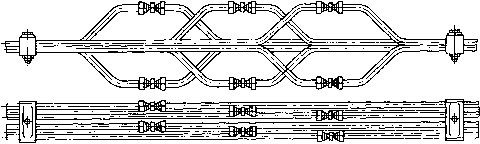
Рис. 5.18. Соединения трубных проводок разъемными соединителями на прямолинейных
участках труб
Таблица5.19. Сварка стыков трубопроводов
Вид соединения и эскиз
Стык без разделки кромок
Стык без скоса кромок со вставным кольцом
Стык без скоса кромок с раструбом и вставным кольцом
Стык с нормальной разделкой кромок
1.......-У . . 1
Стык с разделкой кромок и вставным кольцом
Стык с внутренней расточкой для постановки опорного кольца
Стык с заточкой для точной центровки
Сварной операционный стык
Область применения и технология
Сварка тонкостенных труб толщиной стенки до 3 мм, стык собирается с зазором от О до 1,5 мм и заваривается с применением присадочного металла
Сварка тонкостенных труб с толщиной стенки до 3 мм. Обеспечивается полный гарантированный провар всего сечения
Сварка тонкостенных труб с гарантированным проваром сечения, когда уменьшение внутреннего диаметра недопустимо
Сварка стыков труб с толщиной стенок более 3 мм (наиболее распространенный Аид соединения)
В тех случаях, когда требуется особенно тщательный провар всего сечения и допускается местное сужение сечения трубопровода
При необходимости соблюдения точных внутренних размеров
Для толстостенных труб, когда требуется точная центровка, а прочность сварочного соединения может быть ниже прочности металла труб
В монтажных условиях, когда трубопровод проходит в местах, где сварка его обычными способами невозможна
Вид соединения и эскиз
Сварной монтажный стык, выполняемый при помощи зеркала
■я
Область применения и технология
В монтажных условиях, когда горелкой можно подойти со всех сторон свариваемого стыка, но прямое наблюдение за стыком невозможно
ку следует выполнять в приспособлении. Трубы, соединяемые внахлестку или при помощи гильзы, вводят в последнюю с таким расчетом, чтобы их стыковка располагалась в средней части гильзы (табл. 5.19). Длина гильзы должна быть не менее двух диаметров соединяемых труб.
Проверку качества сварных швов трубных проводок, присоединяемых к технологическим трубопроводам, производят внешним осмотром и гидравлическим (пневматическим) испытанием полностью смонтированных трубных проводок. Внешнему осмотру подлежат все сварные стыки трубной проводки, при этом сварные соединения бракуют, если обнаружены следующие дефекты: трещины, выходящие на поверхность шва или основного металла в зоне сварки; наплывы или надрезы в зоне перехода от основного металла к наплавленному; прожоги, неравномерности усиления сварного шва по ширине и высоте, а также его отклонения от оси (перекосы) и отступления от размеров швов (указанных в чертежах или инструкциях на сварку).
Сварку стальных труб, трубных проводок, работающих при абсолютном давлении от 0,1 до 100 МПа, и контроль качества сварных соединений следует выполнять в соответствии со СНиП 3.05.05-84 и СНиП 3.05.04 — 85 в части стальных трубопроводов
2
5)
Рис. 5.19. Соединения стальных труб на сварке:
а - стыковое; б - внахлестку; 1,2- свариваемые трубы
содержание:
[стр.Введение] [стр.1] [стр.2] [стр.3] [стр.4] [стр.5] [стр.6] [стр.7] [стр.8] [стр.9] [стр.10] [стр.11] [стр.12] [стр.13] [стр.14] [стр.15] [стр.16] [стр.17] [стр.18] [стр.19] [стр.20] [стр.21] [стр.22] [стр.23] [стр.24] [стр.25] [стр.26] [стр.27] [стр.28] [стр.29] [стр.30] [стр.31] [стр.32] [стр.33]