 |
 Как обустроить мансарду?  Как создать искусственный водоем?  Как наладить теплоизоляцию?  Как сделать стяжку пола?  Как выбрать теплый пол?  Зачем нужны фасадные системы?  Что может получиться из балкона? |
Главная страница » Энциклопедия строителя
содержание:
[стр.Введение] [стр.1] [стр.2] [стр.3] [стр.4] [стр.5] [стр.6] [стр.7] [стр.8] [стр.9] [стр.10] [стр.11] [стр.12] [стр.13] [стр.14] [стр.15] [стр.16] [стр.17] [стр.18] [стр.19] [стр.20] [стр.21] [стр.22] [стр.23] [стр.24] [стр.25] [стр.26] [стр.27] [стр.28] [стр.29] [стр.30] [стр.31] [стр.32] [стр.33] [стр.34] [стр.35] [стр.36] [стр.37] [стр.38] [стр.39] [стр.40] [стр.41] [стр.42] [стр.43] [стр.44] [стр.45] [стр.46] [стр.47] [стр.48] [стр.49] [стр.50] [стр.51] [стр.52] [стр.53] [стр.54] [стр.55] [стр.56] [стр.57] [стр.58] [стр.59] [стр.60] [стр.61] [стр.62] [стр.63] [стр.64] [стр.65] [стр.66] [стр.67] [стр.68] [стр.69] [стр.70] [стр.71] [стр.72] [стр.73] [стр.74] [стр.75] [стр.76] [стр.77] [стр.78] [стр.79] [стр.80] [стр.81] [стр.82] [стр.83] [стр.84] [стр.85] [стр.86] [стр.87] [стр.88] [стр.89] [стр.90] [стр.91] [стр.92] [стр.93] [стр.94] [стр.95] [стр.96] [стр.97] [стр.98] [стр.99] [стр.100] [стр.101] [стр.102] [стр.103] [стр.104] [стр.105] [стр.106] [стр.107] [стр.108] [стр.109] [стр.110] [стр.111] [стр.112] [стр.113] [стр.114] [стр.115] [стр.116] [стр.117] [стр.118] [стр.119] [стр.120] [стр.121] [стр.122] [стр.123] [стр.124] [стр.125] [стр.126] [стр.127] [стр.128] [стр.129] [стр.130] [стр.131] [стр.132] [стр.133] [стр.134] [стр.135] [стр.136] [стр.137] [стр.138] [стр.139] [стр.140] [стр.141] [стр.142] [стр.143] [стр.144] [стр.145] [стр.146] [стр.147] [стр.148] [стр.149]
страница - 115
В
ч»1
I
Рис. 4. Равнобокая угловая деталь
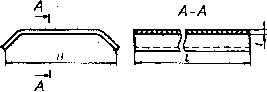
Рис. 5. Лотковая деталь
3.4Основные размеры деталей должны соответствовать указанным в табл. 3.
3.5Листы и лотковые детали должны иметь прямоугольную форму в плане. Отклонение от прямоугольности не должно быть более 15 мм.
3.6Продольные кромки листов, лотковых и рав-нобоких угловых деталей должны быть прямолинейными. Отклонение от прямолинейности не должно быть более 10 мм.
3.7Условное обозначение листов и деталей должно состоять из:
—обозначения профиля листа, сокращенного обозначения детали;
—числа волн (только для листов профиля 40/150);
—толщины (только для листов профиля 54/200);
—обозначения настоящего стандарта. Примеры условных обозначений:
1.Лист профиля 40/150 восьмиволновый: 40/150-8 ГОСТ 30340-95
2.Лист профиля 54/200 толщиной 7,5 мм: 54/200-7,5 ГОСТ 30340-95
3.Деталь упрощенная коньковая перекрывающая к листам профиля 54/200:
УКУ-2 ГОСТ 30340-95
3.8. Справочная масса листов и деталей приведена в приложении А.
4.Технические требования
Листы и детали должны изготовляться в соответствии с требованиями настоящего стандарта по технологическому регламенту утвержденному предприятием-изготовителем.
4.1. Внешний вид.
4.1.1.Листы и детали могут выпускаться окрашенными и неокрашенными.
4.1.2.Листы и детали не должны иметь отколов, пробоин и сквозных трещин.
Допускаются малозначительные дефекты:
—отдельные сдиры протяженностью в любом направлении не более 100 мм;
—отдельные щербины с одной стороны листа (детали) размером не более 15 мм в направлении,
Таблица 3 (в миллиметрах)
Сокращенное обозначение детали | Длина L ±W | Ширина В ±10 | Толщина t + 1,0 -0,3 | Высота рядовой волны h ±3 | Высота перекрывающей волны h{1) ±3 |
КС-1 | 380 | 40 | 46 | ||
КС-2 | 1130 | 385 | 7.5 | ||
УКС-1 | 330 | 5,8 | — | — | |
УКС-2 | |||||
PC | 1750 | 300 | |||
ЛС | 405 | ||||
КУ-1 КУ-2 | 1125 | 380 | 7,5 | 54 | 60 |
385 | |||||
УКУ-1 | 1310 | 440 | — | ||
УКУ-2 | 445 | ||||
РУ | 1 ткп | 300 | |||
ЛУ | 1 /DU | 405 |
перпендикулярном кромке изделия. Общая величина щербин, измеренная вдоль кромки изделия, не должна превышать 60 мм;
—отдельные поверхностные разрывы длиной не более 100 мм и шириной 2 мм.
Суммарное число малозначительных дефектов на одном листе (детали) в любой комбинации не должно быть более трех, а число листов (деталей) с такими дефектами в выборке не должно быть более одной трети ее объема*.
4.1.3.Цвет окрашенных листов и деталей и интенсивность их окраски должны соответствовать образцам-эталонам, утвержденным предприятием-изготовителем.
4.1.4.Поверхность листов и деталей должна быть равномерно окрашенной, без высолов и пятен, видимых на расстоянии 10 м.
4.2.Физико-механические показатели
4.2.1.Физико-механические показатели листов и деталей должны соответствовать указанным в табл. 4.
4.2.2.Окрашенная поверхность листов и деталей должна быть устойчива к истиранию. Прочность цветного покрытия, измеряемая количеством израсходованного при истирании кварцевого песка, должна быть не менее 3 кг.
4.3.Маркировка.
4.3.1. На лицевой поверхности перекрываемой части листов и деталей должны быть нанесены:
—товарный знак или наименование предприятия-изготовителя;
—обозначение профиля листа (сокращенное обозначение детали), а на листах профиля 54/200 также толщина;
—номер партии.
4.3.2. Качество маркировки должно быть те чтобы исключалась возможность оспорить ее сс жание.
4.4. Упаковка.
4.4.1.Листы и детали поставляют без упако
4.4.2.В районы Крайнего Севера и трудно тупные районы листы и детали должны постав! ся в упакованном виде или в специализирова! кассетах, а также, по согласованию с МПС, в ynv сальных крупнотоннажных контейнерах. Тара и ковка — по ГОСТ 15846.
5.Пожарно-техническая характеристика
Асбестоцементные волнистые листы и детг ним относятся к группе негорючих строительны) териалов по ГОСТ 30244.
6.Правила приемки
6.1.Каждая партия листов и деталей должна принята службой технического контроля предг тия-изготовителя в соответствии с требованиям! стоящего стандарта.
6.2.Правила приемки — по ГОСТ 30301 со дующим дополнением. Партию листов (деталей) нимают, если при проведении приемосдаточны: пытаний по прочности на истирание цветного пс тия и состоянию окрашенной поверхности ка) изделие, отобранное для контроля, удовлетво требованиям настоящего стандарта.
6.3.При приемочном контроле предприяти готовитель может проводить приемосдаточные и тания по показателю испытательной планочно( грузки вместо сосредоточенной штамповой наф;
Табли
Наименование показателя | Значение | |||
для листов профиля | для деталей | |||
40/150 | 54/200 толщиной, мм | |||
6,0 | 7,5 | |||
Сосредоточенная штамповая нафузка кН (кгс), не менее | 1,5(150) | 2,2 (220) | _ | |
Предел прочности при изгибе, Мпа (кгс/кв. см), не менее | 16,0(160) | 16,5(165) | 19,0(190) | 16,0(160) |
Плотность, г/куб. см, не менее | 1,60 | 1,65 | 1,70 | 1,60 |
Ударная вязкость, кДж/кв. м (кгс см/кв. см), не менее | 1,5(1,5) | 1,6(1,6) | 1.5(1,5) | |
Водонепроницаемость, ч, не менее | 24 | — | ||
Морозостойкость: — число циклов попеременного замораживания и оттаивания без видимых признаков разрушения | 25 | 50 | 25 | |
— остаточная прочность, %, не менее | 90 | |||
* с поправкой, опубликованной в ИУС № 4 1997 г
Значения испытательной планочной нагрузки приведены в приложении Б.
6.4.При проведении инспекционных проверок и контроля потребителем порядок отбора листов и деталей, число отбираемых изделий (объем выборки) и оценка результатов контроля — по ГОСТ 30301.
6.5.Предприятие-изготовитель должно сопровождать каждую поставку листов и деталей документом о качестве, в котором указывают:
—наименование и адрес предприятия-изготовителя;
—условное обозначение листов (деталей);
—номер партии и дату изготовления;
—количество листов и деталей каждой партии в поставке;
—результаты испытаний каждой партии;
—обозначение настоящего стандарта.
7. Методы контроля
7.1.Методы контроля — по ГОСТ 8747 и настоящему стандарту
7.2.Длину деталей измеряют следующим образом:
—коньковых и упрощенных коньковых деталей — вдоль оси раструбной части;
—равнобокой угловой детали — вдоль одной из боковых кромок;
—лотковой детали — вдоль оси детали.
7.3.Ширину коньковых и упрощенных коньковых деталей измеряют один раз посередине детали с использованием прямоугольных упоров; ширину равнобокой угловой детали и лотковой детали — у обеих торцевых кромок на расстоянии 30-50 мм от кромки.
Каждое измерение должно быть в пределах допускаемых отклонений.
7.4.Высоту каждой рядовой волны и перекрывающей волны коньковых деталей измеряют с торцевой стороны волнистой части.
7.5.Испытание сосредоточенной штамповой нагрузкой следует проводить для листов:
—профиля 40/150 — по схеме с двумя прогтета-ми с расстоянием между опорами I, равным (750±5) мм в осях;
—профиля 54/200 — по схеме с одним пролетом с расстоянием между опорами I, равным (1500+5) мм в осях.
7.6.Величина предела прочности при изгибе отдельного образца не должна быть ниже нормативной, указанной в таблице 4, более чем на 10%.
При испытании прочности листов испытательной планочной нагрузкой листы следует испытывать по схеме в соответствии с чертежом 12 ГОСТ 8747.
7.7.При определении ударной вязкости необходимо использовать, в зависимости от вида детали, прокладки, маятник и пояс шкалы копра в соответствии с табл. 5.
8.Транспортирование и хранение
8.1. Транспортирование.
8.1.1. Транспортирование листов и деталей производится транспортом любого вида с соблюдением Правил перевозок грузов, установленных для транспорта данного вида, и требований другой документации, утвержденной в установленном порядке.
Транспортирование листов и деталей железнодорожным транспортом производится на платформах, в полувагонах и крытых вагонах. При этом их размещение и крепление должно производиться в соответствии с ГОСТ 22235 и Техническими условиями
Таблица 5
Сокращенное | Номинальная | Пояс | Толщина | |
обозначение | толщина детали, | шкалы копра | металлических | Масса маятника, |
детали | мм | прокладок под опорами копра, мм i0,3 | г ±2 | |
КС-1 | 17 | |||
КС-2 | 7,5 | Б | 291 | |
КУ-1 КУ-2 | 14 | |||
УКС-1 УКС-2 | 5,8 | А | 9 | 163 |
УКУ-1 УКУ-2 | 7,5 | Б | 8 | 291 |
PC | 5,8 | А | 9 | 163 |
РУ | 7,5 | Б | 8 | 291 |
ЛС | 5.8 | А | 9 | 163 |
ЛУ | 7,5 | Б | 8 | 291 |
содержание:
[стр.Введение] [стр.1] [стр.2] [стр.3] [стр.4] [стр.5] [стр.6] [стр.7] [стр.8] [стр.9] [стр.10] [стр.11] [стр.12] [стр.13] [стр.14] [стр.15] [стр.16] [стр.17] [стр.18] [стр.19] [стр.20] [стр.21] [стр.22] [стр.23] [стр.24] [стр.25] [стр.26] [стр.27] [стр.28] [стр.29] [стр.30] [стр.31] [стр.32] [стр.33] [стр.34] [стр.35] [стр.36] [стр.37] [стр.38] [стр.39] [стр.40] [стр.41] [стр.42] [стр.43] [стр.44] [стр.45] [стр.46] [стр.47] [стр.48] [стр.49] [стр.50] [стр.51] [стр.52] [стр.53] [стр.54] [стр.55] [стр.56] [стр.57] [стр.58] [стр.59] [стр.60] [стр.61] [стр.62] [стр.63] [стр.64] [стр.65] [стр.66] [стр.67] [стр.68] [стр.69] [стр.70] [стр.71] [стр.72] [стр.73] [стр.74] [стр.75] [стр.76] [стр.77] [стр.78] [стр.79] [стр.80] [стр.81] [стр.82] [стр.83] [стр.84] [стр.85] [стр.86] [стр.87] [стр.88] [стр.89] [стр.90] [стр.91] [стр.92] [стр.93] [стр.94] [стр.95] [стр.96] [стр.97] [стр.98] [стр.99] [стр.100] [стр.101] [стр.102] [стр.103] [стр.104] [стр.105] [стр.106] [стр.107] [стр.108] [стр.109] [стр.110] [стр.111] [стр.112] [стр.113] [стр.114] [стр.115] [стр.116] [стр.117] [стр.118] [стр.119] [стр.120] [стр.121] [стр.122] [стр.123] [стр.124] [стр.125] [стр.126] [стр.127] [стр.128] [стр.129] [стр.130] [стр.131] [стр.132] [стр.133] [стр.134] [стр.135] [стр.136] [стр.137] [стр.138] [стр.139] [стр.140] [стр.141] [стр.142] [стр.143] [стр.144] [стр.145] [стр.146] [стр.147] [стр.148] [стр.149]