 |
 Как обустроить мансарду?  Как создать искусственный водоем?  Как наладить теплоизоляцию?  Как сделать стяжку пола?  Как выбрать теплый пол?  Зачем нужны фасадные системы?  Что может получиться из балкона? |
Главная страница » Энциклопедия строителя
содержание:
[стр.Введение] [стр.1] [стр.2] [стр.3] [стр.4] [стр.5] [стр.6] [стр.7] [стр.8] [стр.9] [стр.10] [стр.11] [стр.12] [стр.13] [стр.14] [стр.15] [стр.16] [стр.17] [стр.18] [стр.19] [стр.20] [стр.21] [стр.22] [стр.23] [стр.24] [стр.25] [стр.26] [стр.27] [стр.28] [стр.29] [стр.30] [стр.31] [стр.32] [стр.33] [стр.34] [стр.35] [стр.36] [стр.37] [стр.38] [стр.39] [стр.40] [стр.41] [стр.42] [стр.43] [стр.44] [стр.45] [стр.46] [стр.47] [стр.48] [стр.49] [стр.50] [стр.51] [стр.52] [стр.53] [стр.54] [стр.55] [стр.56] [стр.57] [стр.58] [стр.59] [стр.60] [стр.61] [стр.62] [стр.63] [стр.64] [стр.65] [стр.66] [стр.67] [стр.68]
страница - 28
Техническая характеристика установки 2823 для калибровки концов труб и деталей
Наружный диаметр обрабатываемых
труб, мм........219 530
Толщина стенки трубы, мм . . . 6—16
Длина калибруемого участка трубы,
мм..........До 50
Максимальное усилие на штоке гнд-
роцилиндра, кН......500
Ход штока гидроцилиндра, мм . . 150
Ход калибрующих губок, мм . . 30
Время цикла калибровки, с . . . 57
Мощность электродвигателя, кВт . 22
Габариты, мм....... 1585X775X1310
Масса, кг........1150
Изготовитель.......Полтавский опытный
литейно-механический завод Мннмонтажспецстроя УССР
Вмятины на трубах из углеродистой стали допускается выправлять с помощью различных приспособлений (винтовых и гидравлических домкратов, стяжек) с местным нагревом до температуры 600—700 °С.
§ 4. СБОРКА ЭЛЕМЕНТОВ И УЗЛОВ ТРУБОПРОВОДОВ
Сборку элементов и узлов выполняют в трубозаготовительных цехах По заранее разработанным деталировочным чертежам трубопроводов (КТД). Вначале из отдельных патрубков и деталей (отводов, фланцев, переходов и других деталей) собирают элемент, габариты которого позволяют заварить поворотные стыковые соединения механизированным способом. Затем из заваренных элементов собирают плоские и пространственные узлы трубопроводов.
Сборку элементов и узлов производят на прихватках электросваркой. Прихватки нужно располагать равномерно по всему периметру стыка. Количество и длина прихваток зависят от диаметра трубопровода и должны обеспечить прочность собранного элемента или узла для его транспортировки на сварочный пост. Прн диаметре труб до 300 мм рекомендуется выполнять три прихватки, свыше 300 — не менее четырех. Высота прихватки должна соответствовать высоте первого слоя шва, а длина ие превышать 400 мм. В связи с тем что прихватки являются составной частью сварного шва, их слс-
дует выполнять теми же сварочными электродами или проволокой, которые предназначены для сварки стыков трубопроводов. Перед сваркой стыка прихватки необходимо зачистить до металлического блеска. При сварке первого слоя шва прихватки проварив дют полиостью. Для обеспечения качественной сварки стыкового соединения трубопроводов перед, сборкой и сваркой зачищают концы труб и деталей qt грязи, ржавчины и окислов по кромкам и прилегающей к ним наружной и внутренней поверхности трубы на ширину не менее 10 мм. Зачистку концов труб и деталей выполняют механизированным ручным инструментом, электрическими или пневматическими шлифовальными машинами или пневматическими зачистными машинами ИП-2104 и ИП-2207.
Техническая характеристика зачистных машин ИП-2104ИП-2207
Диаметр проволочной щетки, мм . . . Частота вращения щпин деля, о- . . . Мощность на итинделе,
кВт.....
Расход сжатого воздуха
МПа.....
Давление сжатого возду ха, МПа .... Габариты, мм Масса (без щетки), кг Изготовитель .
ПО 100
0,55
0,9
0,5
518X110X165 3,8
150
100
1,46
2,2
0,5
315X255X155 5.0
Предприятия Минмонтажспецстроя СССР
Сборку элементов и узлов трубопроводов вьшолняют на специальных стендах, оборудованных устройствами для установки патрубков и деталей и их закрепления в нужном для сборки положении.
Допускаемые смещения кромок в стыковых соединениях со стороны корня шва приведены в табл. 52.
Стенд 13520 (рис. 9) для сборки элементов трубопроводов наружным диаметром 57—530 мм входит в состав механизированных линий по изготовлению узлов трубопроводов. На этом стенде собирают на прихватках элементы трубопроводов, состоящие из патрубка и двух деталей, пристыкованных на концах патрубка. Детали—это отводы, фланцы, переходы или, прн необходимости, короткие патрубки.
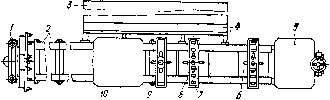
Рис. 9. Стенд 13520 для сборки элементов трубопроводов:
/ — устройство для пристыковки фланцев; 2 — балки; 3 — стол-иакопитель; 4 — упор; 5 — стол для установки отводов; 6 — винтовая пара; 7 — роли; 8, 9. Ю — каретки.
Отрезанные патрубки попадают на тележку, которая направляется к стенду, и сбрасывает нх на стол-накопитель, наклоненный под небольшим углом к упору. К столу-иакопите-лю крепятся балки, которые несут на себе направляющие для перемещения кареток. К балкам с левого торца крепится устройство дли пристыковки фланцев и переходов, с правой стороны — устройство для пристыковки отводов. Каретки с роликовыми призмами служат для выведения собираемых патрубков на высоту общей оси сборки элемента. Эти каретки можно перемещать по направляющим для установки патрубков различной длины; подъем и опускание призм осуществляется с помощью винтовой пары. Ролики на каретках облегчают поворот собираемых патрубков при прихватке деталей по окружности торцов. Каретка со столом предназначена для сборки элементов типа «Т», а также для пристыковки патрубка с отводом, лежащим в горизонтальной плоскости.
Порядок работы на стенде следующий. Патрубок со стола-накопителя с помощью грузоподъемного механизма (кран-балки, консольного поворотного крана или др.) укладывается на каретки, затем на устройства для пристыковки деталей подаются необходимые детали элемента (фланцы, переходы или отводы). С помощью этих устройств и кареток патрубок и детали выводятся иа общую ось, центрируютси и прихватываются один к другому электросваркой.
Техническая характеристика стенда 13520 для сборки элементов трубопроводов
Параметры собираемых элементов: наружные диаметры труб мм . , . 57—530
содержание:
[стр.Введение] [стр.1] [стр.2] [стр.3] [стр.4] [стр.5] [стр.6] [стр.7] [стр.8] [стр.9] [стр.10] [стр.11] [стр.12] [стр.13] [стр.14] [стр.15] [стр.16] [стр.17] [стр.18] [стр.19] [стр.20] [стр.21] [стр.22] [стр.23] [стр.24] [стр.25] [стр.26] [стр.27] [стр.28] [стр.29] [стр.30] [стр.31] [стр.32] [стр.33] [стр.34] [стр.35] [стр.36] [стр.37] [стр.38] [стр.39] [стр.40] [стр.41] [стр.42] [стр.43] [стр.44] [стр.45] [стр.46] [стр.47] [стр.48] [стр.49] [стр.50] [стр.51] [стр.52] [стр.53] [стр.54] [стр.55] [стр.56] [стр.57] [стр.58] [стр.59] [стр.60] [стр.61] [стр.62] [стр.63] [стр.64] [стр.65] [стр.66] [стр.67] [стр.68]