 |
 Как обустроить мансарду?  Как создать искусственный водоем?  Как наладить теплоизоляцию?  Как сделать стяжку пола?  Как выбрать теплый пол?  Зачем нужны фасадные системы?  Что может получиться из балкона? |
Главная страница » Энциклопедия строителя
содержание:
[стр.Введение] [стр.1] [стр.2] [стр.3] [стр.4] [стр.5] [стр.6] [стр.7] [стр.8] [стр.9] [стр.10] [стр.11] [стр.12] [стр.13] [стр.14] [стр.15] [стр.16] [стр.17] [стр.18] [стр.19] [стр.20] [стр.21] [стр.22] [стр.23] [стр.24] [стр.25] [стр.26] [стр.27] [стр.28] [стр.29] [стр.30] [стр.31] [стр.32] [стр.33] [стр.34] [стр.35] [стр.36] [стр.37] [стр.38] [стр.39] [стр.40] [стр.41] [стр.42] [стр.43] [стр.44] [стр.45] [стр.46] [стр.47] [стр.48] [стр.49] [стр.50] [стр.51] [стр.52] [стр.53] [стр.54] [стр.55] [стр.56] [стр.57] [стр.58] [стр.59] [стр.60] [стр.61] [стр.62] [стр.63] [стр.64] [стр.65] [стр.66] [стр.67] [стр.68]
страница - 29
толщина стенок труб, мм, не более . , 20 максимальная длина элементов, м . . 7,5
Габариты, м....." . . . . 8,5X2,1X1.3
Масса, кг. 2460
Изготовитель ...».....Славянский ко-
тельно-мехаии-ческий завод Минмонтажспецстроя УССР
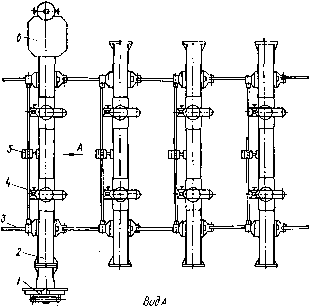
Стенд 21338 предназначен для сборки элементов, состоящих нз патрубка и прихваченных по его краям деталей, и узлов — плоских из готовых заваренных элементов н пространственных из плоских узлов трубопроводов. Его можно использовать в составе механизированных линий в трубозаготовительных цехах или на площадках для укрупнительнои сборки непосредственно на монтажных объектах. Стенд (рйс. 10) состоит из четырех передвижных балок, перемещающихся по рельсовому пути. С целью удобства работы на стенде путь устанавливается заподлицо с полом цеха. При необходимости можно использовать от одной до четырех балок стенда; неиспользуемые балки убирают из рабочей зоны. Каждая балка оснащена ножным педальным тормозом, который позволяет стопорить их в процессе сборки в различном положении в зависимости от габаритов и конфигурации собираемых элементов или узлов. На каждой балке расположено по две каретки, которые могут перемещаться по иаправляга-щим вдоль балок для установки на них патрубков или элементов различной длины и при необходимости застопорить в необходимом положении с помощью тормозных рычажно-виитовых устройств.
Каретки оснащены выдвижными поворотными на 360° призмами и тросовыми прижимами. Подъем и опускание призм производится винтовой парой. На одной из балок стенда по торцам имеются два устройства — одно для пристыковки к патрубку фланцев, переходов и коротких патрубков, второе — отводов.
Порядок работы на стенде следующий: сначала настраивают стенд для сборки элемента — поднимают и опускают призмы, устанавливают стол для пристыковки отводов и устройство для пристыковки фланцев. После взаимной центровки и подгонки Патрубки с деталями прихватывают электросваркой.
Плоский узел трубопровода собирают из предварительно собранных и сваренных элементов. При этом балки стенда
7 / | к / | |||
/ | ||||
/ | ||||
(W///;///}
п
-1
Рис. 10. Стенд 21338 для сборки элементов и узлов трубопроводов условным диаметром 50—500 мм: / — приспособление для сборки труб с фланцами; 2 — подвижная балка: 3 — рельсовые пути; i — каретка; 5 — тормозное устройство: 6 — прнснособленне для сборки труб с отводами; 7 — собираемый элемент.
раздвигают на нужное расстояние, призмы кареток разворачивают в соответствии с конфигурацией узла, элементы укладывают на призмы и После взаимной центровки и подгонки стыки прихватывают. В случае сборки пространственного узла плоская его часть собирается на прихватках, а затем поворачивается и крепится тросовыми прижимами, после чего продолжается сборка всего пространственного узла.
Техническая характеристика стенда 21338 для сборки элементов и узлов
Параметры собираемых элементов и узлов:
наружный диаметр труб, мм . . . 57—530 толщина стенки труб, мм, не более . 20 максимальные габаритные размеры элементов и узлов, м......1,5X2,5X6,0
Габариты, м7,0X4,1X1,2
Масса, кг......... 2400
Изготовитель........Полтавский опытный литейно-меха-нический завод Минмонтажспецстроя УССР
Отклонения габаритов элементов и узлов трубопроводов от чертежей КТД ие должны превышать при размере до 3 м ±5 мм, на каждый последующий метр размера дополнительно ±2 мм, при этом общее отклонение разрешается ±10 мм.
Допускаемое отклонение от прямолинейности собираемых элементов и узлов, измеренное на расстоянии 200 мм в обе стороны от стыка,— до 0,5 мм.
Отклонение перпендикулярности торцов труб и деталей при сборке элементов и узлов к оси не должно превышать, мм:
Наружный диаметр трубДо 133 159—219 273-426 530—630 Св 630
Перпендикулярность торцов1234Б
При сборке стыков трубопроводов диаметром от 100 мм и более из прямошовных сварных труб н деталей их продольные сварные швы должны быть смещены один относительно другого ие менее чем на 100 мм, а при диьмегре меиее 100 мм —на 1/3 длины окружности. Вварка патрубков ответвлений, бобышек и других деталей в сварные швы и в местах изгибов на гнутые детали трубопроводов ие допускается.
содержание:
[стр.Введение] [стр.1] [стр.2] [стр.3] [стр.4] [стр.5] [стр.6] [стр.7] [стр.8] [стр.9] [стр.10] [стр.11] [стр.12] [стр.13] [стр.14] [стр.15] [стр.16] [стр.17] [стр.18] [стр.19] [стр.20] [стр.21] [стр.22] [стр.23] [стр.24] [стр.25] [стр.26] [стр.27] [стр.28] [стр.29] [стр.30] [стр.31] [стр.32] [стр.33] [стр.34] [стр.35] [стр.36] [стр.37] [стр.38] [стр.39] [стр.40] [стр.41] [стр.42] [стр.43] [стр.44] [стр.45] [стр.46] [стр.47] [стр.48] [стр.49] [стр.50] [стр.51] [стр.52] [стр.53] [стр.54] [стр.55] [стр.56] [стр.57] [стр.58] [стр.59] [стр.60] [стр.61] [стр.62] [стр.63] [стр.64] [стр.65] [стр.66] [стр.67] [стр.68]