 |
 Как обустроить мансарду?  Как создать искусственный водоем?  Как наладить теплоизоляцию?  Как сделать стяжку пола?  Как выбрать теплый пол?  Зачем нужны фасадные системы?  Что может получиться из балкона? |
Главная страница » Энциклопедия строителя
содержание:
[стр.Введение] [стр.1] [стр.2] [стр.3] [стр.4] [стр.5] [стр.6] [стр.7] [стр.8] [стр.9] [стр.10] [стр.11] [стр.12] [стр.13] [стр.14] [стр.15] [стр.16] [стр.17] [стр.18] [стр.19] [стр.20] [стр.21] [стр.22] [стр.23] [стр.24] [стр.25] [стр.26] [стр.27] [стр.28] [стр.29] [стр.30] [стр.31] [стр.32] [стр.33] [стр.34] [стр.35] [стр.36] [стр.37] [стр.38] [стр.39] [стр.40] [стр.41] [стр.42] [стр.43] [стр.44] [стр.45] [стр.46] [стр.47] [стр.48] [стр.49] [стр.50] [стр.51] [стр.52] [стр.53] [стр.54] [стр.55] [стр.56] [стр.57] [стр.58] [стр.59] [стр.60] [стр.61] [стр.62] [стр.63] [стр.64] [стр.65] [стр.66] [стр.67] [стр.68]
страница - 30
Прн расположении сварных соединений вблизи мест изгибов трубы расстояние от оси сварного шва до начала закругления должно быть не менее 100 мм. При установке крутоизогнутых бесшовных н штампосварных отводов допускается располагать поперечные сварные соединении у начала закругления и сваривать между собой без прямого участка.
При сборке фланцевых соединений трубопроводов уплотнительные поверхности приварных фланцев, а также бурты приварных колец для свободных фланцев должны быть перпендикулярны к осям труб и деталей, соосны с ними. Отклонение от перпендикулярности уплотнительной поверхности фланца к оси трубы и детали не должно превышать, мм:
Наружный диаметр уплотнительнойповерхности
фланца .....
Неперпендикуляриость уплотнительной поверхиости фланца .....
25-60 60-160 160-400 400-750 750-1000
0.16 0.25 0,35
0.6
0.6
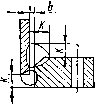
Перпендикулирность уплотнительных поверхностей фланцев проверяют контрольным угольником (рис. 11) и щупом, замеряя зазоры между фланцем и угольником в точках, диаметрально противоположных точкам касания.
При сборке труб и деталей с приварными фланцами расстояние между уплотнительной поверхностью фланца и торцом трубы или детали (отвода, перехода), а также конструк-
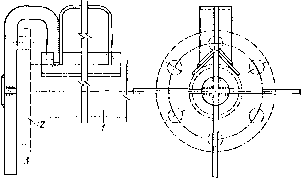
Рис. И. Контрольный угольник: / ~ труба; 3 — фланец; 3 — угольник.
тнвные элементы соединения под сварку должны соответствовать размерам, мм:
К ь
14—25 32—57 76-159 219 273—325 377—630 820—1020 1220 1420 1620 3 4 6 7 9ШШ П 12 13
О.Б О.Б 0.5 III1.5 1,5 \,Ь 1.5
При сборке элементов и узлов трубопроводов перекос фланцев нельзя исправлять дополнительным натяжением болтов, а также устранять зазоры между фланцами установкой клиновых прокладок. В трубопроводах с наружным диаметром до 57 мм такой перекос можно устранить подгибкой труб в холодном состоянии, а диаметром 76 мм и выше — местным нагревом труб ацетилено-кислородным пламенем без последующей термообработки.
§ 5. СВАРКА ТРУБОПРОВОДОВ
Рекомендуется в трубозаготовительных цехах при изготовлении узлов и секций трубопроводов применять для всех поворотных стыков только автоматическую и полуавтоматическую сварку, для неповоротных — по возможности полуавтоматическую сварку голой или порошковой проволокой. Газовая сварка возможна только для труб из углеродистой стали диаметром до 80 мм с толщиной стенкн не более 3,5 мм. При этом ее производят в один слой только ацетилено-кислородным пламенем.
Режимы сварки и тер.мической обработки стыков, сварочные материалы, порядок контроля сварки устанавливает техническая документация — проект производства работ, производственные инструкции нли указываются в рабочих чертежах.
Элементы трубопроводов после сборки заваривают на сварочных постах, в состав которых входят универсальный вращатель труб УВТ-1П, сварочное оборудование: автоматическая головка или полуавтомат с источником питания н конструкции для подвески автоматической головки нлн полуавтомата.
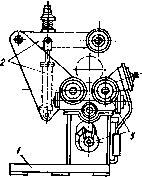
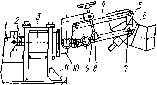
Рис. 12. Универсальный фрикционный вращатель УВТ-1 для сварки элементов трубопроводов:
/ — станина; г —механизм прижима; 3 — механизм привода.
Рис. 13. Установка УСО-1420 для сварки отводов:
/ — манипулятор; ? — муфта; 3 — барабан; 4 — штанга; 5 — рычаг; 6 —скоба; 7 — фиксатор; 8 — винт; 9 — стрела; 10 — основание; // — станина.
Вращатель УВТ-1 П (рис. 12) предназначен для вращения собранных элементов трубопроводов, поворотные стыки завариваются сверху с помощью автоматической головки или полуавтоматом.
Техническая характеристика вращателя УВТ-1 П
Диаметр свариваемых элементов, мм57—530
Скорость вращения, м/ч ....15—250
Усилие прижима трубы, кН . . .9,5
Мощность электродвигателя, кВт .0,75
Габариты, м.......1,1X0,3X1.5
Масса, кг........950
Изготовитель
Полтавский опытный литейно-механнче-ский завод Мннмонтажспецстроя УССР
При изготовлении сварных секционных отводов диаметром 630—1420 мм для вращения собранных отводов при полуавтоматической сварке внутренних щвов и автоматической сварке наружных швов применяют установку УСО-1420 (рис, 13).
содержание:
[стр.Введение] [стр.1] [стр.2] [стр.3] [стр.4] [стр.5] [стр.6] [стр.7] [стр.8] [стр.9] [стр.10] [стр.11] [стр.12] [стр.13] [стр.14] [стр.15] [стр.16] [стр.17] [стр.18] [стр.19] [стр.20] [стр.21] [стр.22] [стр.23] [стр.24] [стр.25] [стр.26] [стр.27] [стр.28] [стр.29] [стр.30] [стр.31] [стр.32] [стр.33] [стр.34] [стр.35] [стр.36] [стр.37] [стр.38] [стр.39] [стр.40] [стр.41] [стр.42] [стр.43] [стр.44] [стр.45] [стр.46] [стр.47] [стр.48] [стр.49] [стр.50] [стр.51] [стр.52] [стр.53] [стр.54] [стр.55] [стр.56] [стр.57] [стр.58] [стр.59] [стр.60] [стр.61] [стр.62] [стр.63] [стр.64] [стр.65] [стр.66] [стр.67] [стр.68]