 |
 Как обустроить мансарду?  Как создать искусственный водоем?  Как наладить теплоизоляцию?  Как сделать стяжку пола?  Как выбрать теплый пол?  Зачем нужны фасадные системы?  Что может получиться из балкона? |
Главная страница » Энциклопедия строителя
содержание:
[стр.Введение] [стр.1] [стр.2] [стр.3] [стр.4] [стр.5] [стр.6] [стр.7] [стр.8] [стр.9] [стр.10] [стр.11] [стр.12] [стр.13] [стр.14] [стр.15] [стр.16] [стр.17] [стр.18] [стр.19] [стр.20] [стр.21] [стр.22] [стр.23] [стр.24] [стр.25] [стр.26] [стр.27] [стр.28] [стр.29] [стр.30] [стр.31] [стр.32] [стр.33] [стр.34] [стр.35] [стр.36] [стр.37] [стр.38] [стр.39] [стр.40] [стр.41] [стр.42] [стр.43] [стр.44] [стр.45] [стр.46] [стр.47] [стр.48] [стр.49] [стр.50] [стр.51] [стр.52] [стр.53] [стр.54] [стр.55] [стр.56] [стр.57] [стр.58] [стр.59] [стр.60] [стр.61] [стр.62] [стр.63] [стр.64] [стр.65] [стр.66] [стр.67] [стр.68]
страница - 32
Отклонение от заданного угла реза не должно превышать 0,5 мм для пластмассовых труб с наружным диаметром 50 мм, 1 мм — для труб с наружным диаметром 50—160 мм и 2 мм — для труб с наружным диаметром более 160 мм. Для прямых резов размер отклонений торца от перпендикулярности к оси трубы после резки проверяют металлическим угольником.
В отдельных случаях при отсутствии специального оборудования применяют механическую резку пластмассовых труб на токарных станках с частотой вращения шпинделя 16— 33 С". В частности, резку можно производить отрезными резцами из быстрорежущей стали марки Р9 и Р18 (ГОСТ 10047-62*. ГОСТ 18869-73*, ГОСТ 18874—73*). В стационарных условиях для резки труб применяют также фрезерные станки с фрезами по ГОСТ 21423—75*, ГОСТ 20325— 74 *, ГОСТ 20329—74 *, распиловочные станки по дереву типа ЦИЭ, Ц6 (ГОСТ 18479—73 *), пилы ручные электрические дисковые (ГОСТ 11094—80*) и др.
При резке пластмассовых груб следует учитывать плохую теплопроводность пластмасс и размягчение нх в процессе резания при относительно невысокой температуре (80 "С и выше), а также выделение хлористого водорода в процессе их механической обработки. Поэтому прн обработке толстостенных труб Из поливинилхлорида место резания охлаждают сжатым воздухом. Применять охлаждающие жидкости в виде эмульсий нельзя, так как выделяющийся хлористый водород, смешиваясь с охлаждающей жидкостью, образует слабый раствор кислоты, вызывающий коррозию режущего инструмента и самого станка.
Для получения качественных торцов резку производят плавно, без рывков. Скорость резания выбирают с таким расчетом, чтобы труба не размягчалась от нагревания и пластмасса не налипала иа режущий инструмент. Рекомендуется скорость резания пластмассовых труб дисковыми стальными пилами-36, абразивными армированными кругами—до 60 м/с.
Для резки пластмассовых труб под различными углами можно применять станки, где в качестве режущего инструмента служит стальная дисковая пила. Станина такого станка вьшолнена в виде рамы, закрытой со всех сторон ограждающими щитками (рнс. 14). К станине крепится поворотный за-жпм для труб, ограждение дисковой пилы и маятник, расположенный вертикально. Нижним концом маятник шарнирно крепится к станине, на верхнем его конце находится шпиндельный узел с дисковой пялон. Вращение к шпинделю от электродвигателя, установленного на маятнике, передается клиноре-
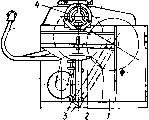
Рис. 14. Станок для резки пластмассовых труб диаметром до 160 мм: ; — станина; 2 — режущий диск; маятник; 4 — зажим для труб
менной передачей. Поворот маятника вокруг шарнира — подача режущего диска на трубу, закрепленную в зажиме, осуществляется с помощью рукоятки.
Зажим для труб выполнен в виде быстродействующего шарнирно-рычажного устройства. Для зажима труб различного диаметра предусмотрены сменные вкладыши. По соответствующим лимбам зажим можно поворачивать на угол 0—45°. Вставленный иа необходимый угол резки зажим фиксируется поворотом специальной рукоятки. Получающиеся при резке опилки по встроенному желобу попадают в специальный поддон.
Техническая характеристика станка для резки пластмассовых
труб
Наружный диаметр разрезаемых труб,
мм..........50—160
Скорость резания, м/с ... . 36,6
Режущий инструмент.....Дисковая пила
500X50X2,2 мм
Угол резания, град.....90—45
Электродвигатель:
тип.........АОЛ2-22-4
мощность, кВт......1,5
Габариты, мм....... 990X875X1035
Масса, кг........270
Изготовитель.......Полтавский опытный
литейно-механический завод Минмонтаж-спецстроя УССР
В последнее время в трубозаготовительных мастерских и на монтажных площадках для резки пластмассовых труб диаметром до 125 мм применяют маятншювые пилы ПМ
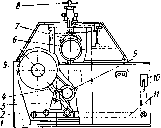
Рнс. 15. Устройство УРП-500 для резки пластмассовы.х труб диаметром до 315 мм: / — основание; 2 —тележка; 3 — узел привода; 4 — маятник; 5 — абразивный круг: — труба; 7 —сменные призмы; 3 — зажимная рукоять; 9—электродвигатель; 10 — рукоять привода тележки; // — цепь перемещения тележки.
300/400 и ПМ 300/80 (см. рис. 6), в которых в качестве режущего инструмента служат абразивные армированные круги диаметром 300 и 400 мм.
Устройство для резки пластмассовых труб абразивными армированными кругами диаметром 500 мм УРП-500 (рис. 15) применяют в трубозаготовительных цехах н на монтажных Площадках.
Обрабатываемую трубу с помощью зажимного, устройства крепят на основании под необходимым углом. Включают электродвигатель, поворотом рукоятки привода перемещают тележку с абразивным кругом относительно обрабатываемой заготовки н перерезают ее. При диаметре заготовки более 160 мм резку производят в два этапа. После первого этапа трубу поворачивают на 180° перерезанным местом вверх, зажимают, после чего производят окончательную резку заготовки.
Техническая характеристика устройства для резки пластмассовых труб УРП-500
Максимальный наружный диаметр
разрезаемых труб, мм .... 316
Скорость резания, м/с .... 80
Режущий инструмент.....Абразивный армированный круг 500X5X32
Угол резания, град.....90; 75; 67,5;
60; 45
Усилие на рукоятке перемещения каретки с абразивным кругом, Н, не более.........6
содержание:
[стр.Введение] [стр.1] [стр.2] [стр.3] [стр.4] [стр.5] [стр.6] [стр.7] [стр.8] [стр.9] [стр.10] [стр.11] [стр.12] [стр.13] [стр.14] [стр.15] [стр.16] [стр.17] [стр.18] [стр.19] [стр.20] [стр.21] [стр.22] [стр.23] [стр.24] [стр.25] [стр.26] [стр.27] [стр.28] [стр.29] [стр.30] [стр.31] [стр.32] [стр.33] [стр.34] [стр.35] [стр.36] [стр.37] [стр.38] [стр.39] [стр.40] [стр.41] [стр.42] [стр.43] [стр.44] [стр.45] [стр.46] [стр.47] [стр.48] [стр.49] [стр.50] [стр.51] [стр.52] [стр.53] [стр.54] [стр.55] [стр.56] [стр.57] [стр.58] [стр.59] [стр.60] [стр.61] [стр.62] [стр.63] [стр.64] [стр.65] [стр.66] [стр.67] [стр.68]