 |
 Как обустроить мансарду?  Как создать искусственный водоем?  Как наладить теплоизоляцию?  Как сделать стяжку пола?  Как выбрать теплый пол?  Зачем нужны фасадные системы?  Что может получиться из балкона? |
Главная страница » Энциклопедия строителя
содержание:
[стр.Введение] [стр.1] [стр.2] [стр.3] [стр.4] [стр.5] [стр.6] [стр.7] [стр.8] [стр.9] [стр.10] [стр.11] [стр.12] [стр.13] [стр.14] [стр.15] [стр.16] [стр.17] [стр.18] [стр.19] [стр.20] [стр.21] [стр.22] [стр.23] [стр.24] [стр.25] [стр.26] [стр.27] [стр.28] [стр.29] [стр.30] [стр.31] [стр.32] [стр.33] [стр.34] [стр.35] [стр.36] [стр.37] [стр.38] [стр.39] [стр.40] [стр.41] [стр.42] [стр.43] [стр.44] [стр.45] [стр.46] [стр.47] [стр.48] [стр.49] [стр.50] [стр.51] [стр.52] [стр.53] [стр.54] [стр.55] [стр.56] [стр.57] [стр.58] [стр.59] [стр.60] [стр.61] [стр.62] [стр.63] [стр.64] [стр.65] [стр.66] [стр.67] [стр.68]
страница - 37
ПВД ....... 135±10105±5
ППД ,....... 150±10135±5
ПП......., 185±10165±5
ПВХ........ 160±10135±5
Отбортовку на конце трубы формуют пуансоном, вдвигаемым внутрь размягченного конца трубы, и прижимным фланцем, оформляющим торцевую поверхность отбортовки (рис. 25). Давление при отбортовке концов труб нз ПВД, ПНД, ПП и ПВХ должно быть не менее 0,8 МПа.
Трубы из фторопласта с наружным диаметром до 115 мм отбортовывают с нагревом в один прием, а трубы наружным диаметром свыще 115 мм — в два приема. При этом сначала выполняют раздачу конца трубы конусной оправкой на угол загиба до 45°, а затем конец трубы окончательно отбортовывают с помощью пуансона.
Для отбортовки фторопластовых труб с нагревом применяют специальную установку (рис. 26). После закрепления в зажиме на конец трубы, подлежащий отбортовке, надевается специальная кольцевая пропан-бутановая горелка, обеспечивающая температуру нагрева до 300 °С; Нагрев длится 1— 1,5 мин. Предварительно проверив температуру нагрева конца трубы, горелку отводят и включают пневмоцилнндр, на щтоке которого закреплен пуансон, отбортовывающий конец трубы. Выдержав пуансон в прижатом положении до охлаждения отбортовки, обратным ходом штока пневмоцилиидра его отводят в исходное положение. Горелка в этой установке работает по принципу инжекцни атмосферного воздуха струей пропан-бутана, истекающей из ниппеля под давлением 0,05 МПа. Смесь газа с воздухом поступает в сопла горелки, расположенные по концентрическим окружностям в головке горелки так, что часть нз иих находится снаружи трубы, а часть внутри нее.
Недостатком способа отбортовки фторопластовых труб нагревом внешним источником тепла является то обстоятельство, что во фторопласте при нагреве выше температуры 320°
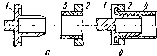
Рис. 25. Схема формования отбортовки:
а — положение трубы до формования; б — положение трубы по окончании формования: / — пуансон; 2 — прижимной фланец; S —труба; 4~ труба с отбортовкой.
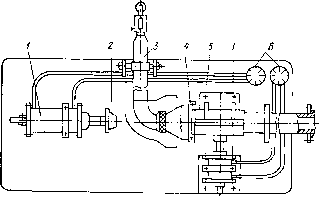
Рис. 26. Установка для отбортовки фторопластовых труб с нагревом:
; — пиевмоцилиндры; 2 — пуансон; 3 —горелка; 4 —хомут; 5 — лист; 6 — распределители воздуха.
происходит химическая реакция, при которой выделяются токсичные продукты распада, опасные для здоровья персонала, занятого нагревом и отбортовкой.
Более предпочтительным является способ отбортовки труб из фторопласта без нагрева путем надвигания трубы на вращающийся конус (рис. 27). Этот способ состоит из следующих технологических операций:
закрепление трубы в устройстве; одевание металлического фланца на конец трубы; подача закрепленной трубы на вращающийся конус и отбортовка конца трубы; поджим отбортовки к фланцу неподвижной оправкой; охлаждение готовой отбортовки; извлечение изделия из устройства.
Отбортовку фторопластовых труб таким способом произ-
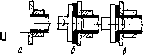
Рис. 27. Схема отбортовки труб из фторопласта без внещнего нагрева:
а — подготовка конца трубы перед отбортовкой; б — отбортовка вращающимся конусом; в — поджим отбортовки неподвижной оправкой.
водят в стационарных условиях на специальном устройстве, состоящем из подвижного зажима трубы и металлического конуса, вращающегося с помощью электропривода. Целесообразно использовать для этой цели токарные станки, при этом конус устанавливается во вращающемся патроне токарного станка, а трубу посредством зажимных хомутов закрепляют в суппорте. Оправку для поджима отбортовки к фланцу выполняют из текстолита. Оборудование для отбортовки фторопластовых труб без нагрева внещним источником тепла должно обеспечивать частоту вращения конуса 8—16 с- и давление не менее 3 МПа.
Формование раструбов на концах труб из ПВД, ПНД и ПП различных диаметров выполняют под раструбную сварку нагретым инструментом, а труб из ПВХ под склеивание и сварку — нагретым газом. Технологический процесс формования раструбов на концах пластмассовых труб состоит из следующих операций: разогрев конца трубы; закрепление трубы перед формованием; формование раструба на разогретом конце трубы; охлаждение отформованного раструба; высвобождение готового изделия.
Перед формованием раструба конец трубы нагревают до высокоэластичного состояния. Температура теплсноснтеля для нагрева концов труб под раструбы соответствует температуре нагрева, рекомендуемой при формовании отбортовок.
В нагретый конец закрепленной трубы с помощью специального устройства вводят строго по оси трубы формующий пуансон, после чего конец трубы приобретает форму наружной части пуансона. Не допускается перекос отформованного раструба.
Формующие пуансоны изготавливают из алюминиевого сплава или стали. Их наружные поверхности рекомендуется хромировать и полировать. Отформованный раструб трубы принудительно охлаждают вместе с пуансоном При этом применяется проточная вода или сжатый воздух температурой ие выще 35 °С. После формования раструбы торцуют.
В изготовленный раструб для сохранения его размеров вставляют распорную иявентарную заглущку, диаметр которой равен диаметру формующего пуансона. Эту заглушку из раструба вынимают перед сваркой или склеиванием. Ин-отав-ливают распорные заглушки из отрезков металлических труб или Нз дерева твердых пород.
Формование раструбов на конце нагретых труб выполняют с помощью устройств (рис. 28), состоящих из зажима с вкладышами для труб различного диаметра, винтового механизма, иа коиец которого навинчиваются пуансоны, формую-
содержание:
[стр.Введение] [стр.1] [стр.2] [стр.3] [стр.4] [стр.5] [стр.6] [стр.7] [стр.8] [стр.9] [стр.10] [стр.11] [стр.12] [стр.13] [стр.14] [стр.15] [стр.16] [стр.17] [стр.18] [стр.19] [стр.20] [стр.21] [стр.22] [стр.23] [стр.24] [стр.25] [стр.26] [стр.27] [стр.28] [стр.29] [стр.30] [стр.31] [стр.32] [стр.33] [стр.34] [стр.35] [стр.36] [стр.37] [стр.38] [стр.39] [стр.40] [стр.41] [стр.42] [стр.43] [стр.44] [стр.45] [стр.46] [стр.47] [стр.48] [стр.49] [стр.50] [стр.51] [стр.52] [стр.53] [стр.54] [стр.55] [стр.56] [стр.57] [стр.58] [стр.59] [стр.60] [стр.61] [стр.62] [стр.63] [стр.64] [стр.65] [стр.66] [стр.67] [стр.68]