 |
 Как обустроить мансарду?  Как создать искусственный водоем?  Как наладить теплоизоляцию?  Как сделать стяжку пола?  Как выбрать теплый пол?  Зачем нужны фасадные системы?  Что может получиться из балкона? |
Главная страница » Энциклопедия строителя
содержание:
[стр.Введение] [стр.1] [стр.2] [стр.3] [стр.4] [стр.5] [стр.6] [стр.7] [стр.8] [стр.9] [стр.10] [стр.11] [стр.12] [стр.13] [стр.14] [стр.15] [стр.16] [стр.17] [стр.18] [стр.19] [стр.20] [стр.21] [стр.22] [стр.23] [стр.24] [стр.25] [стр.26] [стр.27] [стр.28] [стр.29] [стр.30] [стр.31] [стр.32] [стр.33] [стр.34] [стр.35] [стр.36] [стр.37] [стр.38] [стр.39] [стр.40] [стр.41] [стр.42] [стр.43] [стр.44] [стр.45] [стр.46] [стр.47] [стр.48] [стр.49] [стр.50] [стр.51] [стр.52] [стр.53] [стр.54] [стр.55] [стр.56] [стр.57] [стр.58] [стр.59] [стр.60] [стр.61] [стр.62] [стр.63] [стр.64] [стр.65] [стр.66] [стр.67] [стр.68]
страница - 42
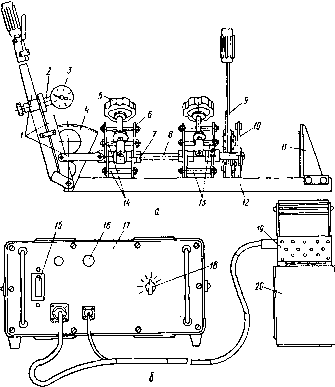
Рнс. 35. Установка УСТТ-IIO для сварки пластмассовых труб: п — центратор с торцовочным устройством; б —блок управления с нагревательным инструментом.
комплектуются сменными зажимными полухомутами. Зажим трубы производится винтом 5. Торцы направляющих 8 имеют резьбовые отверстия для крепления соединительных деталей.
Торцующее устройство 9 состоит из двух зубчатых дисков, установочной планки, рукоятки и трех накладных ножей,
особенностью конструкции которых является малый .угол заточки относительно торцевой поверхиости трубы и простота регулирования размещения на дисках. Прн работе торцующее устройство фиксируется йа центраторе, а вращение дисков с ножами производится посредством рукоятки с защелкой.
Нагревательный инструмент 19 изготовлен разборным из двух пластин алюминиевого сплава, между которыми по.мс-щеи электронагревательный элемент из ннхромовой проволоки диаметром 1,2 мм для установки УСТТ-ПО или 1,6 мм для установки УСТТ-225. Контроль температуры нагревательного инструмента производится резисторным датчиком. В процессе работы нагревательный инструмент 19 устанавливается в кассете 20.
В блоке управления 17 размещены понижающий трансформатор 220/36 В мощностью 1 кВт, электронный регулятор ступенчатого регулирования температуры 18. индикаторная лампочка готовности нагревателя к работе 16 и тумблер подключения электропитании 15.
Устройство для крепления соединительных деталей представляет собой раму 12, к которой в четырех точках крепится центратор трехсекцнонного захвата 10, а также подвижный упорный кронштейн //.
Техническая характеристика установок для сварки пластмассовых труб УСТТ-110
Диаметр свариваемых труб, мм . , . . , Мощность нагревателя,
кВт......
Напряжение, В блока управления . > нагревателя . , . Габариты, мм ... Масса, кг ... .
63-110 1
УСТТ-225
160—225
. 220220
3030
950X200X7401300X400X800
45,385,5
С применением сварки нагретым инструментом встык в трубозаготовительных цехах изготавливают соединительные детали и элементы трубопроводов из ПНД, ПВД и ПП. Сварка соединительных деталей выполняется на специальных установках, включающих необходимые устройства для выполнения все.х технологических операций.
Установки типа УСДП-ПО п УСДП-225 конструкции BHI 1Имонтажспсцстроя предназначены для стыковой сварки
нагретым инструментом соединительных деталей по ОСТ 36 55-77 (сварных отводов под углом 30, 45, 60 и 90°, тройни ков равнопроходных и переходных, крестовин), прямолиней ных секций, а также отдельных труб с нормализованными литыми илн сварными соединительными деталями и элементоЕ трубопроводов между собой.
В станине установки УСДП-225 (рис. 36) размещено электрооборудование (понижающий трансформатор, пускатель, сигнальное устройство и др.) и комплектующие детали (смен-Hbte хомуты и вкладьши для труб различных диаметров и др.). На станине имеются две каретки, одна из которых перемещается в продольном направлении относительно к осп трубы, вторая — в поперечном. Последняя приводится в действие винтовой парой и предназначена для совмещения торцов стыкуемых труб. Каретка продольного хода предназначена для перемещения труб при их оплавлении н осадке. Для передвижения этой каретки по цилиндрической направляющей применяется реечная передача.
Усилие сжатия труб при их оплавлении и осадке обеспечивается пружиной, размещенной между рейкой и кареткой продольного хода. Для фиксирования достигнутого усилия рейка снабжена стопорным элементом. На каретках имеются хомуты, которые можно повернуть на заданный угол и зафиксировать. Последовательность работы на установке такая: свариваемые трубы устанавливают в хомутах, перемещают каретку поперечного хода до совмещения стыкуемых торцов труб. Торцовочным устройством производят обработку торцов труб, после чего выводят ее из зоны сварки. Путем перемещения по направляющей оси и поворота устанавливают нагреватель между торцами свариваемых труб. С помощью реечной передачи перемещают каретку продольного хода с зажатой трубой до начала контакта свариваемых труб с нагревателем. После оплавления нагреватель выводят из зоны сварки и производят осадку свариваемых труб. Обеспечение заданных величин оплавления и осадки происходит автоматически.
Техническая характеристика установок для сварки соединительных деталей
УСДП-ПОУСДП-225
Диаметры свариваемых
труб, мм..... 03, 75, 90, ПО 125, 140, 160,
180, 200, 225
Мощность на1ревателя,
кВт......0,51,5
содержание:
[стр.Введение] [стр.1] [стр.2] [стр.3] [стр.4] [стр.5] [стр.6] [стр.7] [стр.8] [стр.9] [стр.10] [стр.11] [стр.12] [стр.13] [стр.14] [стр.15] [стр.16] [стр.17] [стр.18] [стр.19] [стр.20] [стр.21] [стр.22] [стр.23] [стр.24] [стр.25] [стр.26] [стр.27] [стр.28] [стр.29] [стр.30] [стр.31] [стр.32] [стр.33] [стр.34] [стр.35] [стр.36] [стр.37] [стр.38] [стр.39] [стр.40] [стр.41] [стр.42] [стр.43] [стр.44] [стр.45] [стр.46] [стр.47] [стр.48] [стр.49] [стр.50] [стр.51] [стр.52] [стр.53] [стр.54] [стр.55] [стр.56] [стр.57] [стр.58] [стр.59] [стр.60] [стр.61] [стр.62] [стр.63] [стр.64] [стр.65] [стр.66] [стр.67] [стр.68]