 |
 Как обустроить мансарду?  Как создать искусственный водоем?  Как наладить теплоизоляцию?  Как сделать стяжку пола?  Как выбрать теплый пол?  Зачем нужны фасадные системы?  Что может получиться из балкона? |
Главная страница » Энциклопедия строителя
содержание:
[стр.Введение] [стр.1] [стр.2] [стр.3] [стр.4] [стр.5] [стр.6] [стр.7] [стр.8] [стр.9] [стр.10] [стр.11] [стр.12] [стр.13] [стр.14] [стр.15] [стр.16] [стр.17] [стр.18] [стр.19] [стр.20] [стр.21] [стр.22] [стр.23] [стр.24] [стр.25] [стр.26] [стр.27] [стр.28] [стр.29] [стр.30] [стр.31] [стр.32] [стр.33] [стр.34] [стр.35] [стр.36] [стр.37] [стр.38] [стр.39] [стр.40] [стр.41] [стр.42] [стр.43] [стр.44] [стр.45] [стр.46] [стр.47] [стр.48] [стр.49] [стр.50] [стр.51] [стр.52] [стр.53] [стр.54] [стр.55] [стр.56] [стр.57] [стр.58] [стр.59] [стр.60] [стр.61] [стр.62] [стр.63] [стр.64] [стр.65] [стр.66] [стр.67] [стр.68] [стр.69] [стр.70] [стр.71] [стр.72] [стр.73] [стр.74] [стр.75] [стр.76] [стр.77] [стр.78] [стр.79] [стр.80] [стр.81] [стр.82] [стр.83] [стр.84] [стр.85] [стр.86] [стр.87] [стр.88] [стр.89] [стр.90] [стр.91] [стр.92] [стр.93] [стр.94] [стр.95] [стр.96] [стр.97] [стр.98] [стр.99] [стр.100] [стр.101] [стр.102] [стр.103] [стр.104] [стр.105] [стр.106] [стр.107] [стр.108] [стр.109] [стр.110] [стр.111] [стр.112] [стр.113] [стр.114] [стр.115] [стр.116] [стр.117] [стр.118] [стр.119] [стр.120] [стр.121] [стр.122] [стр.123] [стр.124] [стр.125] [стр.126] [стр.127] [стр.128] [стр.129] [стр.130] [стр.131] [стр.132] [стр.133] [стр.134] [стр.135] [стр.136] [стр.137] [стр.138] [стр.139] [стр.140] [стр.141] [стр.142] [стр.143] [стр.144] [стр.145] [стр.146] [стр.147] [стр.148] [стр.149] [стр.150] [стр.151] [стр.152] [стр.153] [стр.154] [стр.155] [стр.156] [стр.157] [стр.158] [стр.159] [стр.160] [стр.161] [стр.162] [стр.163] [стр.164] [стр.165] [стр.166] [стр.167] [стр.168] [стр.169] [стр.170] [стр.171] [стр.172] [стр.173] [стр.174] [стр.175] [стр.176] [стр.177] [стр.178] [стр.179] [стр.180] [стр.181] [стр.182] [стр.183] [стр.184] [стр.185] [стр.186] [стр.187] [стр.188] [стр.189] [стр.190] [стр.191] [стр.192] [стр.193] [стр.194] [стр.195] [стр.196] [стр.197] [стр.198] [стр.199] [стр.200] [стр.201] [стр.202] [стр.203] [стр.204] [стр.205] [стр.206] [стр.207] [стр.208] [стр.209] [стр.210] [стр.211] [стр.212] [стр.213] [стр.214] [стр.215] [стр.216] [стр.217] [стр.218] [стр.219] [стр.220] [стр.221] [стр.222] [стр.223] [стр.224] [стр.225] [стр.226] [стр.227] [стр.228] [стр.229] [стр.230] [стр.231] [стр.232] [стр.233] [стр.234] [стр.235] [стр.236] [стр.237] [стр.238] [стр.239] [стр.240] [стр.241] [стр.242] [стр.243] [стр.244] [стр.245] [стр.246] [стр.247] [стр.248] [стр.249] [стр.250] [стр.251] [стр.252] [стр.253] [стр.254] [стр.255] [стр.256] [стр.257] [стр.258] [стр.259] [стр.260] [стр.261] [стр.262] [стр.263] [стр.264] [стр.265] [стр.266] [стр.267] [стр.268] [стр.269] [стр.270] [стр.271] [стр.272] [стр.273] [стр.274] [стр.275] [стр.276] [стр.277] [стр.278] [стр.279] [стр.280] [стр.281] [стр.282] [стр.283] [стр.284] [стр.285] [стр.286] [стр.287] [стр.288] [стр.289] [стр.290] [стр.291] [стр.292] [стр.293] [стр.294] [стр.295] [стр.296] [стр.297] [стр.298] [стр.299] [стр.300] [стр.301] [стр.302] [стр.303] [стр.304] [стр.305] [стр.306] [стр.307] [стр.308] [стр.309] [стр.310] [стр.311] [стр.312] [стр.313] [стр.314] [стр.315] [стр.316] [стр.317] [стр.318] [стр.319] [стр.320] [стр.321] [стр.322] [стр.323] [стр.324] [стр.325] [стр.326] [стр.327] [стр.328] [стр.329] [стр.330] [стр.331] [стр.332] [стр.333] [стр.334] [стр.335] [стр.336] [стр.337] [стр.338] [стр.339] [стр.340] [стр.341] [стр.342]
страница - 253
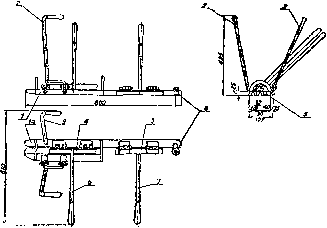
Рис. 16. Станок Матвеева для загибания фальцев на железной кровле:
J и 1а— брусья коробчатой формы/ 2 — рычаг; 3 — прижимы; 4 к S — петли; 6 и 7 —рабочие рычаги; S — направляющий ролик.
2. ПОКРЫТИЯ ИЗ ЛИСТОВОГО ЧУГУНА
Технология листовой кровельной стали сопряжена с применением сложных агрегатов по многократному обжиму и прокатке слитков до получения тонкого листа.
"руппа работников конструкторско-технического бюро Одесского завода имени Октябрьской революции во главе с лауреатами Сталинской премии проф. А. В. Улитковским, инж. Е. Г. Николаенко и стахановцем вагранщиком К. Т. Гетманом разработали технологию процесса и конструкции машин для производства тонкого листа непосредственно из жидкого чугуна.
Новый метод значительно упрощает процесс получения тонкого листа, ибо сложные агрегаты заменяются простой литейной машиной. Производство тонкого листа может быть организовано на любом предприятии, при этом значительно снижается стоимость продукции.
Чугунный лист выгодно отличается от кровельной листовой стали повышенной устойчивостью против коррозии (в 4—9 раз выше, чем у кровельной листовой стали). Лист допускает сверление и просечку отверстий, пробивку гвоздями и загибается на 360° вокруг стержня диаметром 10 мм. Пониженная пластичность чугунного листа не позволяет применять обычные фальцевые соединения.
Для проолифки и окраски листового чугуна может быть рекомендована сланцевая краска СЖ.
Из известных в настоящее время способов устройства кровли из листового чугуна ниже приводятся следующие:
На рис. 17 показан способ устройства кровли, заключающийся в применении волнообразного замка и укладке листов наподобие черепицы.
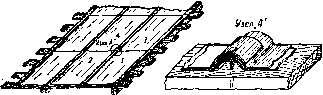
Рис. 17. Покрытие крыши чугунными листами с волнообразным замком.
На рис. 18 приведен пример устройства кровли из листового чугуна с применением дуговой сварки. Последовательность укладки элементов в покрытие такая же, как и при устройстве кровли из листовой стали, но вместо стоячего
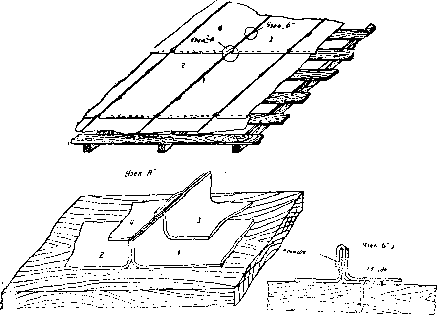
Рис. 18. Устройство кров.чи нз листового чугуна с применением дуговой сварки по методу А. Г. "Назарова.
фальца делаются отгибы, которые предварительно крепятся к обрешетке клямерами, а затем свариваются между собой. Вдоль ската листы покрытия укладываются внахлестку. Листы разжелобков, желобов и свесов соединяются между собой и с рядовым покрытием при помощи электрозаклепок. 768
ш. кровли из плоских асбестоцементных
плиток
Плоские асбестоцементные плитки (этернит, искусствен» НЫЙ шифер, асбестоцементная черепица) представляют собок> небольшие тонкие пластинки различной формы, размера и цвета (рис. 19).
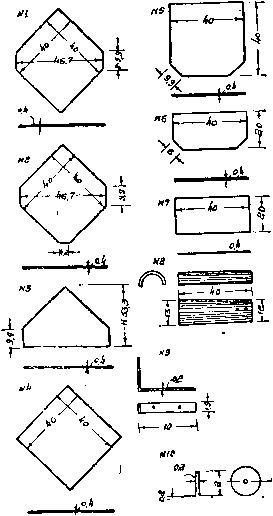
Рис. 19. Стандартные типы этернитовых плиток и материалы для
крепления их:
1—2 к шаблоны д.чя однослойного рядового покрытия; 3—шаблон для двухслойного рядового покрытия; 3, 6 и 7 — полушаблои для покрытия свесов и фронтонных бордюров; 8 -коньковый шаблон; 9 —скоба для крепления коньковых шаблонов; Уй —противоветровая
кнопка.
содержание:
[стр.Введение] [стр.1] [стр.2] [стр.3] [стр.4] [стр.5] [стр.6] [стр.7] [стр.8] [стр.9] [стр.10] [стр.11] [стр.12] [стр.13] [стр.14] [стр.15] [стр.16] [стр.17] [стр.18] [стр.19] [стр.20] [стр.21] [стр.22] [стр.23] [стр.24] [стр.25] [стр.26] [стр.27] [стр.28] [стр.29] [стр.30] [стр.31] [стр.32] [стр.33] [стр.34] [стр.35] [стр.36] [стр.37] [стр.38] [стр.39] [стр.40] [стр.41] [стр.42] [стр.43] [стр.44] [стр.45] [стр.46] [стр.47] [стр.48] [стр.49] [стр.50] [стр.51] [стр.52] [стр.53] [стр.54] [стр.55] [стр.56] [стр.57] [стр.58] [стр.59] [стр.60] [стр.61] [стр.62] [стр.63] [стр.64] [стр.65] [стр.66] [стр.67] [стр.68] [стр.69] [стр.70] [стр.71] [стр.72] [стр.73] [стр.74] [стр.75] [стр.76] [стр.77] [стр.78] [стр.79] [стр.80] [стр.81] [стр.82] [стр.83] [стр.84] [стр.85] [стр.86] [стр.87] [стр.88] [стр.89] [стр.90] [стр.91] [стр.92] [стр.93] [стр.94] [стр.95] [стр.96] [стр.97] [стр.98] [стр.99] [стр.100] [стр.101] [стр.102] [стр.103] [стр.104] [стр.105] [стр.106] [стр.107] [стр.108] [стр.109] [стр.110] [стр.111] [стр.112] [стр.113] [стр.114] [стр.115] [стр.116] [стр.117] [стр.118] [стр.119] [стр.120] [стр.121] [стр.122] [стр.123] [стр.124] [стр.125] [стр.126] [стр.127] [стр.128] [стр.129] [стр.130] [стр.131] [стр.132] [стр.133] [стр.134] [стр.135] [стр.136] [стр.137] [стр.138] [стр.139] [стр.140] [стр.141] [стр.142] [стр.143] [стр.144] [стр.145] [стр.146] [стр.147] [стр.148] [стр.149] [стр.150] [стр.151] [стр.152] [стр.153] [стр.154] [стр.155] [стр.156] [стр.157] [стр.158] [стр.159] [стр.160] [стр.161] [стр.162] [стр.163] [стр.164] [стр.165] [стр.166] [стр.167] [стр.168] [стр.169] [стр.170] [стр.171] [стр.172] [стр.173] [стр.174] [стр.175] [стр.176] [стр.177] [стр.178] [стр.179] [стр.180] [стр.181] [стр.182] [стр.183] [стр.184] [стр.185] [стр.186] [стр.187] [стр.188] [стр.189] [стр.190] [стр.191] [стр.192] [стр.193] [стр.194] [стр.195] [стр.196] [стр.197] [стр.198] [стр.199] [стр.200] [стр.201] [стр.202] [стр.203] [стр.204] [стр.205] [стр.206] [стр.207] [стр.208] [стр.209] [стр.210] [стр.211] [стр.212] [стр.213] [стр.214] [стр.215] [стр.216] [стр.217] [стр.218] [стр.219] [стр.220] [стр.221] [стр.222] [стр.223] [стр.224] [стр.225] [стр.226] [стр.227] [стр.228] [стр.229] [стр.230] [стр.231] [стр.232] [стр.233] [стр.234] [стр.235] [стр.236] [стр.237] [стр.238] [стр.239] [стр.240] [стр.241] [стр.242] [стр.243] [стр.244] [стр.245] [стр.246] [стр.247] [стр.248] [стр.249] [стр.250] [стр.251] [стр.252] [стр.253] [стр.254] [стр.255] [стр.256] [стр.257] [стр.258] [стр.259] [стр.260] [стр.261] [стр.262] [стр.263] [стр.264] [стр.265] [стр.266] [стр.267] [стр.268] [стр.269] [стр.270] [стр.271] [стр.272] [стр.273] [стр.274] [стр.275] [стр.276] [стр.277] [стр.278] [стр.279] [стр.280] [стр.281] [стр.282] [стр.283] [стр.284] [стр.285] [стр.286] [стр.287] [стр.288] [стр.289] [стр.290] [стр.291] [стр.292] [стр.293] [стр.294] [стр.295] [стр.296] [стр.297] [стр.298] [стр.299] [стр.300] [стр.301] [стр.302] [стр.303] [стр.304] [стр.305] [стр.306] [стр.307] [стр.308] [стр.309] [стр.310] [стр.311] [стр.312] [стр.313] [стр.314] [стр.315] [стр.316] [стр.317] [стр.318] [стр.319] [стр.320] [стр.321] [стр.322] [стр.323] [стр.324] [стр.325] [стр.326] [стр.327] [стр.328] [стр.329] [стр.330] [стр.331] [стр.332] [стр.333] [стр.334] [стр.335] [стр.336] [стр.337] [стр.338] [стр.339] [стр.340] [стр.341] [стр.342]