 |
 Как обустроить мансарду?  Как создать искусственный водоем?  Как наладить теплоизоляцию?  Как сделать стяжку пола?  Как выбрать теплый пол?  Зачем нужны фасадные системы?  Что может получиться из балкона? |
Главная страница » Энциклопедия строителя
содержание:
[стр.Введение] [стр.1] [стр.2] [стр.3] [стр.4] [стр.5] [стр.6] [стр.7] [стр.8] [стр.9] [стр.10] [стр.11] [стр.12] [стр.13] [стр.14] [стр.15] [стр.16] [стр.17] [стр.18] [стр.19] [стр.20] [стр.21] [стр.22] [стр.23] [стр.24] [стр.25] [стр.26] [стр.27] [стр.28] [стр.29] [стр.30] [стр.31] [стр.32] [стр.33]
страница - 26
X
1
1HIHJHEHaHZHI}H ]Ha
Рис. 3.2. Технологическая последовате.чь-ность операций в трубозаготовительном отделении
Поступающие на МЗМ трубы складируют под навесом 1 в стеллажи по размерам от 15 до 50 мм. Со стеллажа трубы по наклонному устройству подают на участок райберовки 2, а затем на участок 3 для очистки внутренней и внешней поверхностей труб от ржавчины.
Существуют два способа очистки - химический и механический. Химический способ целесообразно применять при необходимости обработки стальных труб в больших количествах и наличии канализации для сброса вредных стоков. Оборудование для такой очистки промышленность не выпускает, поэтому его изготовляют различные ведомства по индивидуальным проектам. В настоящее время на МЗМ в основном используют механический способ очистки — с помощью щеток и вращающейся штанги. Существуют и другие виды механической очистки, которые разрабатываются индивидуально для конкретной базы.
После участка очистки трубы поступают на участок окраски и сушки 4. Существует ряд конструктивных решений, предусматривающих механизацию и автоматизацию труда при выполнении окрасочных работ. Однако типовой конструкции окрасочного агрегата нет и промышленностью такое оборудование для окраски труб не выпускается. Сушат трубы горячим воздухом или с использованием инфракрасного излучения теп-лоэлектронагревателей. При небольших количествах обрабатываемых труб их сушат на открытом воздухе на наклонных стеллажах, после чего складируют на промежуточном складе 5.
С промежуточного склада часть труб поступает на склад готовой продукции б, а часть идет на дальнейшую обработку. В соответствии с чертежами на участке 7 на рольганговом столе-накопителе с разметочным устройством и трубоотрезным механизмом производится разметка и отрезка труб. Отрезанные трубы поступают на участок 8 для райберовки (после отрезки) и нарезки резьб. Этот участок состоит из рольганговых столов и резьбонарезных механизмов. Затем часть труб поступает на участок сборки блоков J0, а часть — на участок гиб-
ки 9. Гнутье труб производится на отдельно стоящих трубогибочных станках. Изогнутые трубы также поступают на участок сборки, где происходит сборка трубных блоков, которые после изготовления сдают на склад готовой продукции 6.
Трубы с одного участка на другой передаются по наклонным спускам. Со склада готовой продукции окрашенные трубы и трубные блоки выдаются в монтаж. Для сборки блоков отведены специальные площадки со стендами, разработанными индивидуально для каждой базы в зависимости от направленности работ монтажного управления (объекты металлургии, нефтехимии и т. д.).
МЕТАЛЛОРЕЖУЩЕЕ И МЕТАЛЛООБРАБАТЫВАЮЩЕЕ ОБОРУДОВАНИЕ
Ножницы для резки листовой и сортовой стали. При монтаже для резки листовой стали наиболее широко применяют ножницы кривошипные листовые с наклонным ножом (гильотинные) моделей HA3U8, НА3218 и НД3318Г и ножницы роликовые модели НР-6 X 500 (табл. 3.1 и рис. 3.3).
K7f
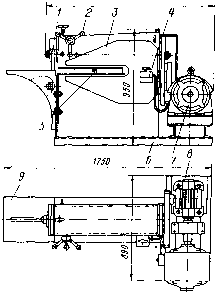
Рис. 3.3. Ножницы роликовые НР-6 х 500: / — режущий ролик; 2 — штурвал; 3 — станина; 4 — пакетный выключатель типа ПВЗх25; 5 — передвижная планка для регулирования ширины отрезаемого листа; б — рама; 7 — электродвигатель; 8 — редуктор; 9 — съемный стол
Параметр | Ножницы кривошипные листовые с наклонным ножом (гильотинные) | Ножницы роликовые НР-6 X 500 | ||
HA31I8 | НА3218 | НД3318Г | (рис. 3.3) | |
Толщина разрезаемого листа, мм | 6,3 | 6,3 | 6,3 | 6 |
Ширина разрезаемого листа, мм | 2000 | 3150 | 1000 | 500 |
Число ходов ножа в минуту | 50 | 50 | 50 | |
Мощность электродвигателя, кВт | 9 | 9,4 | 9,4 | 4 |
Габаритные размеры. | 3000x2200x2153 | 4486x2705x 1700 | — | 1750x950x89 |
мм Масса, кг | 5400 | 7500 | 4490 | 712 |
Таблица 3.2. Технические характеристики пресс-иожниц комбиинроваииых для обработки
сортовой стали
Параметр | С-229А (рис. 3.4) | НВ5221 | НВ5222 |
Наибольшие размеры обрабатываемого проката, мм: углового круглого (диаметр) полосы листового (толщина) квадратного швеллера | 90х90х 10 40 20x40 13 34x34 № 8 и № 12 | 125 X 125 X 12 30 150x16 13 | 125x 125x 14 50 190x18 16 |
Наибольший диаметр пробиваемого отверстия, мм | 20 | 30 | 32 |
Наибольшая глубина треугольной высечки, мм | 55 | — | |
Мощность электродвигателя, кВт | 2,2 | 4,8 | 4,8 |
Габаритные размеры, мм Масса, кг | 1550x 1430x600 1300 | 1900x700x 1950 2070 | 1780X1090X1865 2500 |
Для поперечной резки сортовой стали, пробивки отверстий, вырубки полок, а также производства штамповочных работ применяют ножницы С-229А (рис. 3.4), НВ5221 и НВ5222 (табл. 3.2).
Рис. 3.4. Пресс-ножницы С-229А: станина; 2 - механизм для высечки и пробивания отверстий; J - приводной механизм; 4-электропривод приводного механизма; 5 — механизм для резки листа и сортовой стали; б - тележка
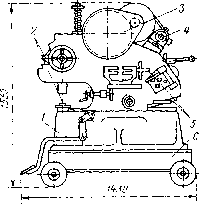
Таблица 3.1. Технические характеристики иожииц для резки листового металла
3ЧJ 6
7в 9. ¥Щ[
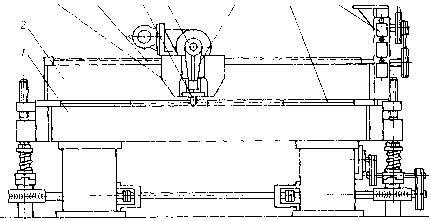
Рис. 3.5. Вырубной станок; / - нижняя станина; 2 - верхняя станина; 3 - суппорт; 4 ~ ходовой винт; 5 - резец; 6 - эксцентриковый вал; 7—шатун с ползуном; 5 — обрабатываемый лист; 9 — электропривод и узел управления
Вырубной станок. Для вырубки больших отверстий в листовой стали, например для утопленного монтажа приборов, применяют вырубной станок (рис. 3.5). Вырубку осуществляют резцом, имеющим возвратно-поступательное движение вдоль своей оси и поступательное вдоль контура отверстия на стальном листе.
Технические характеристики Наибольшее усилие резания,
Н.......... 3000
Длина реза за один ход резца, мм........3
Число ходов резца в минуту360
Размеры обрабатываемого
металла, мм...... 2500x 1500
Толщина обрабатываемого
металла, мм......От 0,8 до 4
Суммарная мощность электродвигателей, кВт ....8 Габаритные размеры станка,
мм .........3200 x 600x1600
Масса, кг....... 3500
Листогибочные машины и стайки. Для изготовления простых и сложных изделий из листового металла методом холодной гибки применяются листогибочные машины типа ИВ2144 и листогибочные станки типа ЛС-6У2 (рис. 3.6, табл. 3.3).
Прессы механические. Для выполнения различных операций по холодной штамповке (вырубки, гибки, прошивки и неглубокой вытяжки) применяют прессы однокривошипные открытые двухстоечные (рис. 3.7) моделей
Таблица 3.3. Технические характеристики машины с поворотной гибочной балкой и листогибочных станков
Параметр | Машина ИВ2144 | Станок ЛС-6У2 (рис. 3.6) |
Наибольшая длина гибки, м.м | 2500 | 2000 |
Наибольшая толщина изгибаемого листа, мм | 4,5 | 3 |
Наибольший угол изгибания, град | 180 | 130 |
Наибольший ход прижимной балки, мм | 250 | — |
Максимальный подъем прижимной траверсы, мм | 18 | |
Мощность электродвигателя, кВт | — | 2,8 |
Габаритные размеры, мм Масса, кг | 3790 X X 2000 X х2420 6150 | 3370 X X1340 X X 1765 3000 |
КД-2322Е, КД-2324Е, КД-2336Е, КД-2328Е и К-2330-02 (табл. 3.4)
Станки токарио-винторезные. Станки предназначены для выполнения токарных работ и нарезания различных резьб (табл. 3.5).
содержание:
[стр.Введение] [стр.1] [стр.2] [стр.3] [стр.4] [стр.5] [стр.6] [стр.7] [стр.8] [стр.9] [стр.10] [стр.11] [стр.12] [стр.13] [стр.14] [стр.15] [стр.16] [стр.17] [стр.18] [стр.19] [стр.20] [стр.21] [стр.22] [стр.23] [стр.24] [стр.25] [стр.26] [стр.27] [стр.28] [стр.29] [стр.30] [стр.31] [стр.32] [стр.33]