 |
 Как обустроить мансарду?  Как создать искусственный водоем?  Как наладить теплоизоляцию?  Как сделать стяжку пола?  Как выбрать теплый пол?  Зачем нужны фасадные системы?  Что может получиться из балкона? |
Главная страница » Энциклопедия строителя
содержание:
[стр.Введение] [стр.1] [стр.2] [стр.3] [стр.4] [стр.5] [стр.6] [стр.7] [стр.8] [стр.9] [стр.10] [стр.11] [стр.12] [стр.13] [стр.14] [стр.15] [стр.16] [стр.17] [стр.18] [стр.19] [стр.20] [стр.21] [стр.22] [стр.23] [стр.24] [стр.25] [стр.26] [стр.27] [стр.28] [стр.29] [стр.30] [стр.31] [стр.32] [стр.33]
страница - 28
§5.3
Разбивка трасс и привязка трубных проводок
185
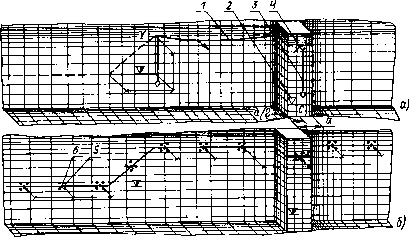
Рис. 5.2. Пример разметки трубной трассы для прокладки пневмокабелей: а-нанесение линий трассы; б - разметка мест крепления и установки поддерживающих конструкций; 1-шиур; 2 - строительная отметка; 5 - отвес; 4 - точка начала разметки трассы; 5 - место пробивки отверстия для крепления поддерживающих конструкций; б - осевая линия поддерживающей
конструкции
зом (рис. 5.2). Если необходимо найти точку трассы X на колонне, то определяют вначале вертикальную метку оси колонн, например делением ее ширины пополам. По этой отметке с помощью отвеса наносят вертикальную ось, на которую затем переносят имеющуюся строительную высотную отметку и делают горизонтальную отметку С на оси. От отметки С по оси колонны отмеряют заданное расстояние по вертикали до искомой точки и наносят на оси колонны горизонтальную отметку. Пересечение меток и является искомой точкой X.
Если необходимо найти точку трассы К между колоннами, то от ранее определенной точки X отмеряют по горизонтали заданное расстояние до искомой точки и наносят вертикальную метку. В пересечении вертикальной и горизонтальной меток и находится искомая точка Y.
Следующие координаты трассы определяют аналогичным способом. Между найденными точками координат наносят линию трассы с помощью шнура, натертого мелом (на белой стене и потолке — цветным мелом).
Разметку мест установки поддерживающих конструкций и других элементов трассы выполняют следующим образом: наносят на линии трассы осевые вертикальные линии поддерживающих конструкций и других элементов, отмеряя расстояние от начала трассы; в соответствии с типами поддержи-
вающих конструкций и других элементов, а также способами их крепления размечают места пробивки или сверления отверстий, места прилегания конструкций для пристрелки и приварки, нанося не менее двух взаимно перпендикулярных линий прилегания (верхней и боковой либо нижней и боковой); при прокладке труб по железобетонным основаниям проверяют арматуроискателем отсутствие арматуры в местах сверления и пробивки отверстия или забивки дюбеля. Если это место попало на арматуру, то опорную конструкцию или другой элемент нужно сместить вдоль линии трассы, не превысив указанного выше расстояния между опорными конструкциями.
После окончания разметки трассы со всеми ее элементами сверяют нанесенную в натуре трассу с проектом автоматизации или проектом производства работ.
УСТАНОВКА ПОДДЕРЖИВАЮЩИХ КОНСТРУКЦИЙ И ДРУгаХ ЭЛЕМЕНТОВ ТРУБНЫХ ПРОВОДОК
Устанавливают поддерживающие конструкции и другие элементы трубных проводок в следующей очередности: подготавливают строительные (основания) и поддерживающие конструкции и другие элементы проводки к установке; устанавливают и крепят поддерживающие конструкции к строи-
тельным основаниям и конструкциям; проверяют правильность установки поддерживающих конструкций; устанавливают короба, лотки, мосты и другие элементы на поддерживающие конструкции, а также крепят тросовую проводку.
Крепят поддерживающие конструкции следующими основными способами: с использованием закладных элементов (вмазных штырей, дюбелей с распорной гайкой и т. п.); пристрелкой пистолетом ПЦ-84 и приваркой. Каждый способ крепления поддерживающих конструкций требует соответствующей подготовки строительных конструкций.
Подготовку строительных конструкций (оснований) при креплении поддерживающих конструкций с использованием закладных элементов производят в таком порядке: пробивают (сверлят) отверстия (гнезда) по разметке; очищают поверхность строительной конструкции и гнезда от остатков кладки, раствора, бетона, грязи и т. п.; удаляют штукатурку (при ее наличии) на всей площади прилегания поддерживающей конструкции. Очищают поверхность металлическими скребками, стальными щетками или другим инструментом; устанавливают закладные элементы в строительную конструкцию (основание).
Пробивные и сверлильные работы иеоб-ХОД1ШО выполнять с применением стандартного дыропробивного и сверлильного инструмента (см. разд. 3).
5.4. ОБРАБОТКА ТРУБ
Поступающие на монтажную площадку или МЗМ трубы перед обработкой тщательно осматривают. При осмотре могут быть выявлены некоторые дефекты труб: трещины, свищи, плены, рванины, вмятины (глубиной более 0,5 мм) и овальности (свыше
10% диаметра). Трубы, имеющие указанные дефекты, не применяют при монтаже приборов и средств автоматизации. Трубы, отобранные и проверенные на прямолинейность и на проходимость сжатым воздухом, подвергают дальнейшей обработке.
Обрабатывают трубы по технологическим картам, разрабатываемым монтажной организацией, выполняющей эту работу, или по утвержденным типовым технологииеским картам. Трубы, изготовленные из легированных сталей, разрезают механическим способом с применением труборезов или других специальных устройств. Трубы из меди перед обработкой отжигают, нагревая до светло-вишневого каления и быстро охлаждая в воде. Иногда медные трубы поступают с завода отожженными (мягкими). В этом случае отжиг не требуется. После отжига трубы выравнивают с помощью специальных приспособлений или лебедки; отожженные медные трубы натягивают; за счет натяжения трубы легко выравниваются по всей длине.
Все операции по подготовке труб к монтажу выполняют на специальных площадках или цехах МЗМ, оборудованных стендами с трубоприжимами. В связи с увеличением объемов работ по монтажу приборов и средств автоматизации, а соответственно и увеличением работ по монтажу трубных проводок в практику монтажных работ начали внедряться универсальные станки и технологические линии по комплексной обработке труб (см. разд. 3).
Правка труб. Трубы, имеющие недопустимую кривизну, должны быть выправлены. Для правки стальных труб используют механизмы или приспособления с электрическим, гидравлическим или пневматическим приводом. Для правки медных труб могут быть использованы ручные приспособления (рис. 5.3). Изогнутую трубу вставляют в приспособление (жестко закрепленное на осиова-
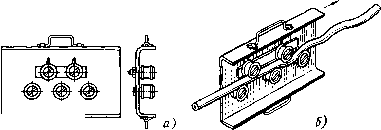
Рис. 5.3. Приспособление для правки медных труб: а - общий вид; 6 - правка трубы
§ 5.4
Обработка труб
187
нии монтажного верстака) и вручную протягивают между роликами. Если приспособление перемещают по трубе, то один ее конец закрепляют.
Очистка труб. Наружную поверхность труб очищают металлическими щетками на стеллажах с постепенным повертыванием очищаемой трубы вокруг ее оси или иа специальных линиях по обработке труб. Внутреннюю поверхность очищают металлическими ершиками, пропуская их внутри трубы. После очистки с поверхности трубы кистью смахивают металлическую пыль и затем трубу продувают воздухом.
При особом указании в проекте трубы, арматуру и другие элементы трубных проводок обезжиривают четыреххлористым углеродом.
Разметка труб. Место рабочего, производящего очистку труб, должно иметь приточно-вытяжную вентиляцию. Разметку труб производят с применением измерительного инструмента: металлической линейки, метра, измерительных рулеток, штангенциркуля, чертилок, кернера и т. п. Трубы размечают на стеллажах, отмеряя заданную длину трубы и нанося риски с последующей кер-новкой кернером. При разметке указывают места реза, оси, контуры отверстий под штуцера, точки начала и конца изгиба, линии фасонной обрезки концов труб и т. п.
При изготовлении гнутой детали определяют и размечают заготовительную длину прямого участка трубы. Длина прямого участка трубы (мм) для получения гнутой детали определяется по формуле
L = drtR/180 + / = 0,01745,
где d — угол изгиба, град; R — радиус изгиба, мм; I — длина прямого участка для зажима трубы при гнутье, мм.
Разметка мест реза в гнутых деталях и элементах трубных проводок производится после выполнения гибочных работ.
При разметке стальных труб, подлежащих огневой резке, необходимо учитывать припуск 3 — 4 мм на каждый рез трубы.
Резка труб и сшгтие зауссяцев. Резку стальных труб рекомендуется производить иа приводных станках при помощи ножовочных полотен, металлических или абразивных кругов толщиной 2 — 3 Мм. Медные и стальные трубы можно резать ручными ножовками и труборезами.
При резке металлическим диском трубу укладывают на свободно вращающиеся длинные ролики. Во время резки труба получает вращение непосредственно от вращающегося диска. При резке длинных труб их
концы должны поддерживаться боковыми стойками с ограждениями. При ручной резке разрезаемую трубу закрепляют в трубопри-жиме или слесарных тисках. Газопламенную резку труб выполняют ацетилено-кисяо-родными, бензо (кероснно)-кислородными резками, а также с применением заменителей ацетилена (гфопан-бутаиа и т. п.).
При резке труб необходимо выполнять следующие требования: а) обрез трубы должен быть чистым, без заусенцев (заусенцы снимают зенкерами или напильниками), а при газопламенной резке — без наплывов; б) труба должна быть отрезана под заданным углом к оси трубы, отклонение от которого не должно превышать 0,5 мм на диаметре; в) резка труб должна производиться до конца без излома; г) после резки ручными труборезами концы груб не должны иметь завальцовки.
Для разбортовки медных труб применяют специальное приспособление, названное разбортовкой. При разбортовке конец трубы зажимают между губками в гнезде- соответствующего диаметра, затем ввертывая винт с коническим пуансоном, производят разбортовку конца трубы. Перед разбортовкой необходимо надеть на конец медной трубы накидную гайку.
Сверлеш1е отверсткй. Сверление отверстий в стальных трубах производится на сверлильных станках с помощью электро-или пневмосверлнлок. Перед сверлением отверстий в трубе проверяют наличие разметки, определяющей положение отверстий. Затем трубу закрепляют в приспособлении. После сверления острые кромки отверстия защищают от заусенцев напильником или трехгранным шабером.
Резьбу на водогазопроводных трубах нарезают на трубонарезных станках резьбонарезными тангенциальными плашками или вручную клуппами. Труба, закрепленная в зажимном самоцентрирующем устройстве подвижной каретки, подается к резьбонарезной головке. Нарезка резьбы производится вращающейся и самораскрывающейся головкой с тангенциальными плашками. Для предотвращения быстрого износа режущего инструмента в зону нарезки резьбы должна подаваться охлаждающая жидкость.
При нарезке резьбы вручную трубу закрепляют в зажимном устройстве (трубопри-жиме, тисках), установленном на слесарном верстаке. Затем поверхность конца трубы смазывают машинным маслом и с помощью клуппа нарезают резьбу на заданную длину.
Поверхность нарезанной резьбы на трубах должна быть чистой, без рванин и вы-
содержание:
[стр.Введение] [стр.1] [стр.2] [стр.3] [стр.4] [стр.5] [стр.6] [стр.7] [стр.8] [стр.9] [стр.10] [стр.11] [стр.12] [стр.13] [стр.14] [стр.15] [стр.16] [стр.17] [стр.18] [стр.19] [стр.20] [стр.21] [стр.22] [стр.23] [стр.24] [стр.25] [стр.26] [стр.27] [стр.28] [стр.29] [стр.30] [стр.31] [стр.32] [стр.33]