 |
 Как обустроить мансарду?  Как создать искусственный водоем?  Как наладить теплоизоляцию?  Как сделать стяжку пола?  Как выбрать теплый пол?  Зачем нужны фасадные системы?  Что может получиться из балкона? |
Главная страница » Энциклопедия строителя
содержание:
[стр.Введение] [стр.1] [стр.2] [стр.3] [стр.4] [стр.5] [стр.6] [стр.7] [стр.8] [стр.9] [стр.10] [стр.11] [стр.12] [стр.13] [стр.14] [стр.15] [стр.16] [стр.17] [стр.18] [стр.19] [стр.20] [стр.21] [стр.22] [стр.23] [стр.24] [стр.25] [стр.26] [стр.27] [стр.28] [стр.29] [стр.30] [стр.31] [стр.32] [стр.33] [стр.34] [стр.35] [стр.36] [стр.37] [стр.38] [стр.39] [стр.40] [стр.41] [стр.42] [стр.43] [стр.44] [стр.45] [стр.46] [стр.47] [стр.48] [стр.49] [стр.50] [стр.51] [стр.52] [стр.53] [стр.54] [стр.55] [стр.56] [стр.57] [стр.58] [стр.59] [стр.60] [стр.61] [стр.62] [стр.63] [стр.64] [стр.65] [стр.66] [стр.67] [стр.68]
страница - 21
Глава 6. ОБОРУДОВАНИЕ И ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ И ЧУГУННЫХ ТРУБОПРОВОДОВ
§ 1. ОБРАБОТКА ТРУБ
Разметка — это нанесение на трубу разметочных линий, которые указывают места резки труб под различными углами для изготовления соединительных деталей, места вырезки или сверления отверстий в трубе, начала и конца изгиба при гибке труб и др. Трубы перед разметкой нужно очистить от загрязнений (масла, пыли). Для разметки рекомендуется применять стандартные инструменты для измерения длин — рулетки и метры металлические, линейки измерительные; для разметки и измерения углов — угольники плоские и бортовые, угломеры, а также штангенциркули ШЦ-1 и ШЦ-П (ГОСТ 166—80 *), циркули (ГОСТ 24472—80Е) с мелом, специально изготовленные шаблоны и приспособления. Разметочные линии наносят металлической чертилкой (ГОСТ 24473—80Е).
При разметке учитывают технологический припуск, величина которого зависит от принятой технологии последующей обработки, марки стали и размеров труб. Рекомендуемая величина припуска для газопламенной резки, мм: ручной — 3...4, машинной — 2...3, плазменно-дуговой резкн — 6...8, механической резки—4...6. Разметку рекомендуется выполнять с учетом максимального использования труб. Экономичные методы разметки предусматривают использование также и отходов.
Разметку труб при изготовлении сварных соединительных деталей и узлов трубопроводов применяют при отсутствии современных безразметочных средств резки труб, а также при изготовлении отдельных частей трубопроводов в условиях монтажной площадки. В трубозаготовительных цехах рекомендуется применять оборудование, позволяющее работать без разметки, например, отрезка патрубков по упору, резка труб под заданным углом с помощью поворотного устройства с проградуированной шкалой.
Резка труб выполняется в больших объемах при изготовлении узлов трубопроводов и сварных соединительных деталей в трубозаготовительных цехах, а также в монтажных условиях при подгонке и сборке замыкающих стыков, вырезке отверстий и других операциях.
Газопламенную и плазменную резку углеродистых и легированных сталей в трубозаготовительных цехах выполняют
на установке УРТ-630М. В комплект установки входит меха низм подачи труб со стеллажей-накопителей в цех с приводными роликоопорами, станок для резки труб (рис. 2) и тележка-врашатель для приема отрезанных патрубков, зачистки на ней торцов труб после резки, транспортировки и сброса патрубков на стол-иакопитель стенда для сборки элементов. Установку можно комплектовать оборудованием для плазмек-ной резки труб. Управляют работой установки УРТ-630М дистанционно с пульта.
Принцип работы установки следующий: труба в процессе резки вращается на фрикционном вращателе с пневмопри-жимом, резак или плазмотрон при прямой резке труб неподвижен; при резке под углом резак перемещается вдоль оси трубы по заданной программе. Регулировка скорости вращения трубы бесступенчатая, осушествляется с помощью электродвигателя постоянного тока с тиристорным управлением.
Установка работает так. Трубы в необходимом количестве укладываются на стеллаж, затем их с помощью отсекающего устройства поштучно перекладывают на механизм подачи, состоящий из тре.\ подъемных роликов, два из которых являются приводными и соединены между собой цепью. На поднятых роликах трубу подают в станок. Ролики опускают и трубу укладывают на вращающиеся ролики и передвижную опору вращения. Необходимую траекторию перемещения резаку обеспечивает кривошипно-кулисный механизм и механизм перемещения резака. Установка имеет также механизм, обеспечивающий изменение угла разделки кромок под сварку.
Техническая характеристика установки для резкн труб УРТ-бЗОМ
Наружный диаметр обрабатываемых
труб, мм .... .. . 89—630
Длина труб, м.......6—12
Длина отрезаемых патрубков, мм . . 200—6000
Вид реза.........Прямой с фаской
и без фаски; под углом к оси трубы 22°30; фасонный для врезных патрубков
Максимальный ход резака вдоль оси
трубы, мм........200
Скорость вращения трубы при >еяке, м/ч 15—250 Давление воздуха в сети, МПа .0,5
Усилие прижима трубы, Н .. . 3400
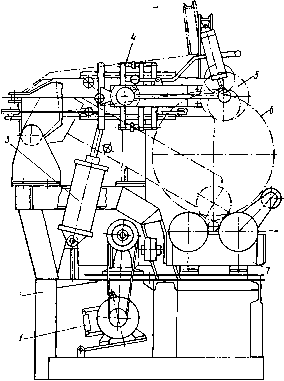
Рис. 2. Установка УРТ-630М для газопламенной и воздушно-плазменной резки труб:
/ — электропривод; г — станина; 3 — пиевмоприжим; 4 — кри-вошимно-кулисный механизм; 5—прижимной ролик; 6 — труба; 7 — фрикционный вращатель.
содержание:
[стр.Введение] [стр.1] [стр.2] [стр.3] [стр.4] [стр.5] [стр.6] [стр.7] [стр.8] [стр.9] [стр.10] [стр.11] [стр.12] [стр.13] [стр.14] [стр.15] [стр.16] [стр.17] [стр.18] [стр.19] [стр.20] [стр.21] [стр.22] [стр.23] [стр.24] [стр.25] [стр.26] [стр.27] [стр.28] [стр.29] [стр.30] [стр.31] [стр.32] [стр.33] [стр.34] [стр.35] [стр.36] [стр.37] [стр.38] [стр.39] [стр.40] [стр.41] [стр.42] [стр.43] [стр.44] [стр.45] [стр.46] [стр.47] [стр.48] [стр.49] [стр.50] [стр.51] [стр.52] [стр.53] [стр.54] [стр.55] [стр.56] [стр.57] [стр.58] [стр.59] [стр.60] [стр.61] [стр.62] [стр.63] [стр.64] [стр.65] [стр.66] [стр.67] [стр.68]