 |
 Как обустроить мансарду?  Как создать искусственный водоем?  Как наладить теплоизоляцию?  Как сделать стяжку пола?  Как выбрать теплый пол?  Зачем нужны фасадные системы?  Что может получиться из балкона? |
Главная страница » Энциклопедия строителя
содержание:
[стр.Введение] [стр.1] [стр.2] [стр.3] [стр.4] [стр.5] [стр.6] [стр.7] [стр.8] [стр.9] [стр.10] [стр.11] [стр.12] [стр.13] [стр.14] [стр.15] [стр.16] [стр.17] [стр.18] [стр.19] [стр.20] [стр.21] [стр.22] [стр.23] [стр.24] [стр.25] [стр.26] [стр.27] [стр.28] [стр.29] [стр.30] [стр.31] [стр.32] [стр.33] [стр.34] [стр.35] [стр.36] [стр.37] [стр.38] [стр.39] [стр.40] [стр.41] [стр.42] [стр.43] [стр.44] [стр.45] [стр.46] [стр.47] [стр.48] [стр.49] [стр.50] [стр.51] [стр.52] [стр.53] [стр.54] [стр.55] [стр.56] [стр.57] [стр.58] [стр.59] [стр.60] [стр.61] [стр.62] [стр.63] [стр.64] [стр.65] [стр.66] [стр.67] [стр.68]
страница - 34
fsh
a-
Рис. 19. Циркульный резец.
оборот. Для получения отверстия диаметро.м от IS до 50 мы используют стандартные спиральные сверла с углом заточки 100—130°. Диаметр сверла должен быть на 0,05—0,15 мм больше диаметра отверстия, так как оно после сверления уменьшается.
Отверстия диаметром более 50 мм вырезают циркульными резцами (рис. 19) с передним углом заточки 50°, перемещаемыми вместе с кронштейном перпеилнкулярио вращающемуся конусному патрону сверлильного станка или специальными трубными сверлами, представляющими собой цилиндрическую фрезу (рис. 20). Трубное сверло—это цплиидр с зубьями и хвостовиком для закрепления в патроне станка. Высота и шаг зубьев 5—7 мм, угол их заточки 80—90°. При частоте вращения до 3 с" за один оборот фреза режет стенку трубы на глубину 2—-6 мм. Перед вырезкой отверстий пластмассовую трубу закрепляют в зажиме во избежание трещин и сколов. В процессе сверления труб сверло необходимо периодически выводить из отверстия для охлаждения и удаления стружки. Охлаждать инструмент н места сверления рекомендуется сжатым воздухом.
При сверлении труб из ПВХ электроприводными устройствами рекомендуется применять режущий инструмент с тупым углом заточки, прн этом нужно глубоко кернить центр от-
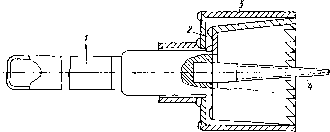
Рис. 20. Трубное сверло: / — хвостовик; 2 —фреза; 3 — направляющая втулка; 4—шуруп.
верстия. Для отверстий диаметром свыше 15 мм сверлят сначала отверстие сверлом меньшего диаметра, а затем уже номинальным. Прн сверлении тру€ из ПВХ необходимо часто выводить сверло из отверстия.
Вырезку или сверление отверстий можно производить на станке для механической обработки пластмассовых труб. Для этой цели применяют специальный зажим с двумя параллельными хомутами, расположенными по обе стороны образуемого отверстия. Отверстия в пластмассовых труба.х также можно вырубывать с помощью ножа уголкового сечения. Для этого используют различные устройства, в том числе разработанные трестом Востоксантехмоитаж Минмонтажспецстроя СССР (см. рис. 17).
Обработка торцов. Перед стыковкой сваркой нагретым инструментом рекомендуется обработать торцы труб для получения ровной поверхиости и снятия окисленного слоя. При этом торцы труб должны быть строго перпендикулярны к их оси. Фаски на концах труб снимают при подготовке их к сварке нагретым газом, сварке расплавом, перед сборкой раструбных соединений. Обработку торцов пластмассовых труб перед стыковкой сваркой нагретым инструментом желательно проводить на сварочных установках при помощи ручных или механизированных торцовочных устройств.
В условиях трубозаготовительных мастерских обработку торцов пластмассовых труб можно вьшолнять иа специальных станках (рис. 21). Такие станки снимают внутренние и наружные фаскн, производят торцовку труб с прямым н косым ре-зом, обработку концов труб для элементов соединительных деталей, сверлят отверстия в трубах для переходных тройников.
Станок состоит из сварной станины, на которой крепят корпус шпинделя. Привод шпинделя осуществляется клиноре-меинон передачей от электродвигателя. Режущую головку кренят на шпинделе специальным винтом. Шпиндель с режущей головкой подается штурвалом с помощью шестерен, находящихся в зацеплении с рейкой. В комплекте станка имеются два зажимных устройства — одно для торцовки труб, второе для сверления и вырезки отверстий.
Техническая характеристика станка для механической обработки труб
Наружный диаметр обрабатываемых
труб, мм........50—225
Частота вращения шпинделя, с9,6
Ход шпинделя, мм......80
ГП-
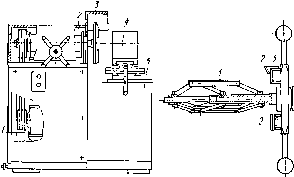
Рис. 21. Станок для механической обработки пластмассовых труб;
; — электродвигатель; 2 — шпиндель; 3 — резцедержатель; 4 — зажим; 5 — станина.
Риг. 22. Устройство для торцовки и снятия фасок на концах пластмассовых труб:
; — центратор; 2 — резцы; 3 — головка; 4—рукоятка.
Тип электродвигателя Габариты, мм . . Масса, кг . . . Изготовитель ,
АОЛ2-22-6-С2 870X650X175 175
Полтавский опытный литейио механический завод Минмонтажспецстроя УССР
В условиях монтажной площадки торцовку пластмассовых труб и снятие фасок производят с помощью комплекта специальных устройств (рис. 22). На режущей головке устройства закреплено два сменных резца, в качестве зажима применен центратор, который выставляет все устройство по центру обрабатываемой трубы. Центратор представляет собой рычажный механизм. Три прижммные планки с насеченными поверхностями расположены под углом 120° один к другому. Рычагами планки соединены шарнирно с гайкой и трубчатой иаправлягошей, внутри которой проходит винт. При перемещении гайки планки разводятся и прижимаются к внутреннему диаметру обрабатываемой трубы. Устройства, .предназначенные для обработки груб диаметром до 75 мм, центрируются в трубе с помощью цанг.
содержание:
[стр.Введение] [стр.1] [стр.2] [стр.3] [стр.4] [стр.5] [стр.6] [стр.7] [стр.8] [стр.9] [стр.10] [стр.11] [стр.12] [стр.13] [стр.14] [стр.15] [стр.16] [стр.17] [стр.18] [стр.19] [стр.20] [стр.21] [стр.22] [стр.23] [стр.24] [стр.25] [стр.26] [стр.27] [стр.28] [стр.29] [стр.30] [стр.31] [стр.32] [стр.33] [стр.34] [стр.35] [стр.36] [стр.37] [стр.38] [стр.39] [стр.40] [стр.41] [стр.42] [стр.43] [стр.44] [стр.45] [стр.46] [стр.47] [стр.48] [стр.49] [стр.50] [стр.51] [стр.52] [стр.53] [стр.54] [стр.55] [стр.56] [стр.57] [стр.58] [стр.59] [стр.60] [стр.61] [стр.62] [стр.63] [стр.64] [стр.65] [стр.66] [стр.67] [стр.68]