 |
 Как обустроить мансарду?  Как создать искусственный водоем?  Как наладить теплоизоляцию?  Как сделать стяжку пола?  Как выбрать теплый пол?  Зачем нужны фасадные системы?  Что может получиться из балкона? |
Главная страница » Энциклопедия строителя
содержание:
[стр.Введение] [стр.1] [стр.2] [стр.3] [стр.4] [стр.5] [стр.6] [стр.7] [стр.8] [стр.9] [стр.10] [стр.11] [стр.12] [стр.13] [стр.14] [стр.15] [стр.16] [стр.17] [стр.18] [стр.19] [стр.20] [стр.21] [стр.22] [стр.23] [стр.24] [стр.25] [стр.26] [стр.27] [стр.28] [стр.29] [стр.30] [стр.31] [стр.32] [стр.33] [стр.34] [стр.35] [стр.36] [стр.37] [стр.38] [стр.39] [стр.40] [стр.41] [стр.42] [стр.43] [стр.44] [стр.45] [стр.46] [стр.47] [стр.48] [стр.49] [стр.50] [стр.51] [стр.52] [стр.53] [стр.54] [стр.55] [стр.56] [стр.57] [стр.58] [стр.59] [стр.60] [стр.61] [стр.62] [стр.63] [стр.64] [стр.65] [стр.66] [стр.67] [стр.68]
страница - 36
Dk, mm 63
110 . 160 .
Трубы из ПВДПНД, ПП
5—71,6—3
10,54-6
—7-11
В среднем время нагрева составляет 1—1,5 мин на 1 мм толщины стенки трубы.
Утолщенные бурты на концах труб из полиэтилена и полипропилена формуют на стационарных установках (рис. 24). На станине установки смонтированы узлы пиевмоаппаратуры и отдельные детали установки. В правой части станины на двух направляющих находится пневмоцилиндр, в левой — зажимное устройство, состоящее из двух полухомутов. Нижний полухомут неподвижио закреплен на направляющих, что обеспечивает точную центровку инструмента. Откидывающийся на оси верхний полухомут при зажатии трубы притягивается и удерживается в рабочем положении пиевмоприжи-мом. На выступающей из зажимного устройства оси имеется проградуированная шкала н передвижной упор, предназначенный для контроля установки длины формуемого конца трубы, зависящей от диаметра и типа пластмассовой трубы.
J
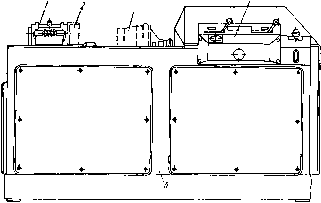
Рнс. 24. Установка для формования бургов:
/ — станина; 2 —зажимное устройство; 3 — днафрагменный привод; 4 — передвижной упор; 5 — направляющие.
Техническая характеристика установки для формования утолщенных буртов
Наружный диаметр формуемыхтруб,
мм..........32—160
Производительность, бурт/ч ... 10 для труб
Z?„=110 мм
Привод.........Пневматический
Давление в пневмосети. МПа ... 0,6
Скорость движения пуансона, мм/с 40
Максимальный ход пуансона, мм . 336
Усилие, развиваемое пуансоном, кН 30
Габариты, мм ...... . 1620X800X920
Масса, кг .......500
Изготовитель....... Полтавский опытный
литейно-механический завод Минмонтажспецстроя УССР
В комплект формующей оснастт входят матрицы и пуансоны различных диаметров, которые применяют на установке в зависимости от диаметров формуемых труб. Матрица для зажатия труб и извлечения отформованных бургов выполнена разъемной и состоит из нижней и верхней полуматриц, которые крепят к полухомутам зажимного устройства. В матрице предусмотрены съемные вкладьши для зажатия труб с различными допусками по наружному диаметру, достигающими 4—5 мм.
Пуансон, соединенный с планщаибой, навинчивают иа щток пневмоцилиидра. Внутри пуансона имеется полость, в которую подается вода для охлаждения отформованной детали в матрице.
Рабочие поверхности формующей оснастки должны быть тщательно обработаны и отполированы. Оптимальное удельное давление при формовании утолщенных буртов составляет 1,8—2,0 МПа. В трубе пуансон выдерживается 2—4 мин для остывания бурта до температуры 35±5°С, после чего пуансон отводится в исходное положение, а матрица раскрывается. Поверхность готового изделия должна быть ровной и гладкой; допускаются незначительные следы от формующей оснастки. Не допускаются трещины, раковины, следы холодных спаев. Торцы буртов должны быть перпендикулярны оси трубы.
Отбортовка труб. Технологический процесс отбортовки пластмассовых труб из ПВД, ПНД, ПП и ПВХ аналоги .иый
Таблица 54. Рекомендуемая длина концов труб под отбортовку, мм
Материал и тип труб | |||||||
ПНД | ПВД | ПВХ | |||||
Он | |||||||
С | т | с | т | с | т | от | |
25 | 23 | 24. | 24 | 28 | — | 23 | 23 |
32 | 27 | 29 | 29 | 33 | — | 26 | 27 |
40 | 28 | 30 | 31 | 36 | 27 | 27 | 29 |
50 | 29 | 31 | 33 | 38 | 27 | 28 | 30 |
63 | 24 | 27 | 28 | 34 | 22 | 23 | 26 |
75 | 32 | 36 | 37 | 44 | 29 | 31 | 34 |
90 | 31 | 35 | 37 | 44 | 28 | 30 | 33 |
110 | 20 | 36 | 38 | 47 | 28 | 30 | 34 |
125 | 35 | 41 | 43 | 53 | 31 | 34 | 38 |
140 | 30 | 37 | — | — | 26 | 29 | 34 |
160 | 36 | 43 | — | — | 31 | 35 | 40 |
180 | 37 | 44 | — | — | 31 | 35 | 44 |
200 | 30 | 37 | .— | _ | 24 | 28 | 34 |
225 | 36 | 45 | — | — | 29 | 34 | 40 |
250 | 32 | 42 | — | — | 25 | 30 | 37 |
280 | 34 | 44 | — | — | 26 | 31 | 39 |
315 | 47 | — | — | — | 37 | 43 | 53 |
процессу формования утолщенны.х буртов. Длина нагреваемого участка также должна быть в 1,5 раза больше длины участка трубы под отбортовку. Толщину отбортовки принимают равной толщине стенки трубы. Рекомендуемая длана концов труб под отбортовку приведена в табл. 54.
Нагрев концов пластмассовых труб При отбортовке (кроме труб из фторопласта) производят с помощью таких же электронагревательных устройств горячим воздухом или инфракрасным излучением, как и для формования утолщенных буртов. Для этого также разрешается применять глицериновые ванны. При отбортовке концы труб нагревают до высокоэла-стнчного состояния материала трубы. Оптимальную температуру теплоносителя (воздуха или глицерина) внутри электронагревательного устройства, которую поддерживают с помощью автоматических терморегуляторов или ручным регулированием по показаниям термометров, принимают в зависимости от материала труб, С°:
содержание:
[стр.Введение] [стр.1] [стр.2] [стр.3] [стр.4] [стр.5] [стр.6] [стр.7] [стр.8] [стр.9] [стр.10] [стр.11] [стр.12] [стр.13] [стр.14] [стр.15] [стр.16] [стр.17] [стр.18] [стр.19] [стр.20] [стр.21] [стр.22] [стр.23] [стр.24] [стр.25] [стр.26] [стр.27] [стр.28] [стр.29] [стр.30] [стр.31] [стр.32] [стр.33] [стр.34] [стр.35] [стр.36] [стр.37] [стр.38] [стр.39] [стр.40] [стр.41] [стр.42] [стр.43] [стр.44] [стр.45] [стр.46] [стр.47] [стр.48] [стр.49] [стр.50] [стр.51] [стр.52] [стр.53] [стр.54] [стр.55] [стр.56] [стр.57] [стр.58] [стр.59] [стр.60] [стр.61] [стр.62] [стр.63] [стр.64] [стр.65] [стр.66] [стр.67] [стр.68]