 |
 Как обустроить мансарду?  Как создать искусственный водоем?  Как наладить теплоизоляцию?  Как сделать стяжку пола?  Как выбрать теплый пол?  Зачем нужны фасадные системы?  Что может получиться из балкона? |
Главная страница » Энциклопедия строителя
содержание:
[стр.Введение] [стр.1] [стр.2] [стр.3] [стр.4] [стр.5] [стр.6] [стр.7] [стр.8] [стр.9] [стр.10] [стр.11] [стр.12] [стр.13] [стр.14] [стр.15] [стр.16] [стр.17] [стр.18] [стр.19] [стр.20] [стр.21] [стр.22] [стр.23] [стр.24] [стр.25] [стр.26] [стр.27] [стр.28] [стр.29] [стр.30] [стр.31] [стр.32] [стр.33] [стр.34] [стр.35] [стр.36] [стр.37] [стр.38] [стр.39] [стр.40] [стр.41] [стр.42] [стр.43] [стр.44] [стр.45] [стр.46] [стр.47] [стр.48] [стр.49] [стр.50] [стр.51] [стр.52] [стр.53] [стр.54] [стр.55] [стр.56] [стр.57] [стр.58] [стр.59] [стр.60] [стр.61] [стр.62] [стр.63] [стр.64] [стр.65] [стр.66] [стр.67] [стр.68]
страница - 49
ет в себя кроме установки УСО-1420 велосипедную тележку ВТ-2, подвешенный на ней сварочный автомат А-1416, полуавтомат шланговый А-547У, пульт управления и другое оборудование.
Техническая характеристика поста для сварки секционных отводов
Наружный диаметр свариваемых отводов, мм......... 630—1420
Радиус кривизны отводов . . . . 1,5 Он Угол свариваемых отводов, град . . 45, 60, 90 Максимальная масса отвода, кг . . 2000 Скорость автоматической сварки, м/ч . 12—120 Установленная мощность: электродвигателей, кВт .... 5,6 сварочного оборудования, кВА . . 120
Габариты, м....... . 10,6X4,8X5,0
Масса, кг......... 9000
§ 3. МЕХАНИЗИРОВАННЫЕ ЛИНИИ И УЧАСТКИ ПО ИЗГОТОВЛЕНИЮ СЕКЦИИ ТРУБОПРОВОДОВ
При монтаже надземных и подземных трубопроводов отдельные трубы длиной 10—12 м сваривают в двух- и трехтрубные прямолинейные секции. Эту работу выполняют на механизированных линиях, участках и базах, оснащенных специальными установками, позволяющими механизировать сборочные операции и применить высокопроизводительные методы сварки — автоматическую и полуавтоматическую. Установки подразделяются на стационарные и передвижные. Стационарные установки сооружают в трубозаготовительных цехах при ритмичной загрузке в течение длительного периода времени, а передвижные применяют для обеспечения монтажных объектов, где ведется сооружение трубопроводных систем на эстакадах, в траншеях и на объектах, находящихся на значительных расстояниях от трубозаготовительных цехов.
Технологический процесс сборки и сварки секций на стационарной установке УСТ-630 следующий: трубы с приемного Стеллажа с помощью отсекателя поступают на роликовый конвейер и подаются на трубосварочный центратор, где производятся сборка и сварка стыков. Затем сваренная секция перемещается на роликовом конвейере и сбрасывателем подается на концевой стеллаж. Готовые секции с концевого стеллажа перегружаются на трубовозы или подаются на установки для
очистки н груцтовки секций. Здесь сварку стыков секций диаметром до 250 мм можно осуществлять в среде углекислого газа, а для труб большего диаметра — автоматической сваркой под слоем флюса. Пульт управления установки, центратор-вра-щ§тель, сварочная аппаратура находятся в отапливаемом поме-Щ1 нии, ЧТО позволяет вести работу в любое время года.
Техническая характеристика установки УСТ-630 для сборки и сварки секций трубопроводов
Наружный диаметр свариваемых
труб, мм.....89—630
Максимальная длина секций, м . . 36 Скорость сварки, м/ч .... . 15—50 Способ сварки.......Первый слой в углекислом газе, последующие под флюсом 0,4—0,6 33
4000
50,5X10,6X4.7 8100
Давление сжатого воздуха. МПа Установленная. мощность. кВт Годовая производительность, т . Габариты, м . . . . . Масса, кг.......
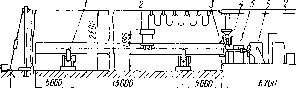
Передвижная установка УСТ-1420 (рис. 42) состоит из вращателя-манипулятора Ml 1070, трех роликовых опор, автоматической головки для сварки под слоем флюса. Вращение собранной секции от манипулятора осуществляется через карданный вал, позволяющий не совмещать оси свариваемых секций и манипулятора. Манипулятор, все сварочное и вспомогательное оборудование установлены в здании контейнерного типа, которое можно перевозить на трайлере с одного объекта на другой. Конструкция роликоопор позволяет принять секцию после сборки на сварку, а после сварки секции сбросить ее на площадку.
Техническая характеристика установки для сварки труб в плети УСТ-1420
Наружный диаметр свариваемых
труб, мм........ 426—1420
Длина свариваемых плетей, м . . До 36 Вращатель:
модель........Ml 1050
установленная мощность, кВт . , 1,8 масса, кг ...... . 820
Сварочная головка:
диаметр сварочной проволоки, мм
скорость подачи проволоки, м/ч
скорость сварки, м/ч
масса, кг . . . Источник питания:
тип .....
габариты, мм . . .
масса, кг ... . Опоры:
количество, шт. .
габариты, мм Здание для оборудования:
тип.....
габариты, м . . . . Общая масса, кг . . , Изготовитель ....
2
6—360
16—165
25
ВДУ 1602
675X382X518
1500
1450X400X500
КТО-3 ТУ 78-242-72
6,7X3,0X2,44
9500
Полтавский монтаж-но-заготовительный завод Минмонтажспецстроя УССР
43700
Xv///////////////
VI II Ю 9 в
Рис. 42. Установка УСТ-1420 для сварки труб в плети:
/ — роликоопора; 2 —сварочная головка; 3 — планшайба; 4 — механизм подачи; 5 — карданный вал; 6 — манипулятор; 7 — .здание контейнерного типа; S — шкаф распределительный; 9 — печь для сушки флюса; /О —станок для намотки проволоки; // — выпрямитель сварочный; /2—верстак.
содержание:
[стр.Введение] [стр.1] [стр.2] [стр.3] [стр.4] [стр.5] [стр.6] [стр.7] [стр.8] [стр.9] [стр.10] [стр.11] [стр.12] [стр.13] [стр.14] [стр.15] [стр.16] [стр.17] [стр.18] [стр.19] [стр.20] [стр.21] [стр.22] [стр.23] [стр.24] [стр.25] [стр.26] [стр.27] [стр.28] [стр.29] [стр.30] [стр.31] [стр.32] [стр.33] [стр.34] [стр.35] [стр.36] [стр.37] [стр.38] [стр.39] [стр.40] [стр.41] [стр.42] [стр.43] [стр.44] [стр.45] [стр.46] [стр.47] [стр.48] [стр.49] [стр.50] [стр.51] [стр.52] [стр.53] [стр.54] [стр.55] [стр.56] [стр.57] [стр.58] [стр.59] [стр.60] [стр.61] [стр.62] [стр.63] [стр.64] [стр.65] [стр.66] [стр.67] [стр.68]