 |
 Как обустроить мансарду?  Как создать искусственный водоем?  Как наладить теплоизоляцию?  Как сделать стяжку пола?  Как выбрать теплый пол?  Зачем нужны фасадные системы?  Что может получиться из балкона? |
Главная страница » Энциклопедия строителя
содержание:
[стр.Введение] [стр.1] [стр.2] [стр.3] [стр.4] [стр.5] [стр.6] [стр.7] [стр.8] [стр.9] [стр.10] [стр.11] [стр.12] [стр.13] [стр.14] [стр.15] [стр.16] [стр.17] [стр.18] [стр.19] [стр.20] [стр.21] [стр.22] [стр.23] [стр.24] [стр.25] [стр.26] [стр.27] [стр.28] [стр.29] [стр.30] [стр.31] [стр.32] [стр.33] [стр.34] [стр.35] [стр.36] [стр.37] [стр.38] [стр.39] [стр.40] [стр.41] [стр.42] [стр.43] [стр.44] [стр.45] [стр.46] [стр.47] [стр.48] [стр.49] [стр.50] [стр.51]
страница - 10
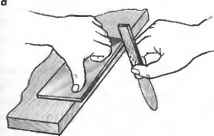


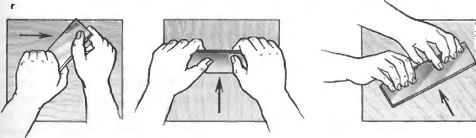
Рис. 18. Наведение жала цикли и приемы циклевания:
о — ноаедение жало; 6 — лезвие жало у цикли, загачиваемой под прямым углом; в — та жв, под углом А , г — приемы циклевания.
древесины мягких лиственных пород (ольха, липа) или березы. Обрабатывать древесину необходимо только острыми долотами и стамесками.
Леток, фигурные поверхности колодки, рога, ручки фуганка предварительно зачищают напильником с крупной насечкой. После обработки напильником поверхность окончательно зачищают циклей и шлифовальной шкуркой.
Строгание циклей. Для зачистки строганых поверхностей применяют цикли. С помощью циклей срезают очень тонкую (толщиной 0,04—0,08 мм) стружку. Цикля представляет собой стальную пластину толщиной 0,8—1 мм, длиной 100—150 мм и шириной 70—80 мм. Пластину затачивают под прямым углом к боковым поверхностям.
Цикли затачивают но бруске и правят но оселке. После правки цикля не должна иметь заусенцев. Затем у цикли стальным полированным стержнем со скругленными углами (наводкой) образуют (наводят) жало (рис. 18 о). Наводку изготовляют из напильника. После наведения жало у цикли образуется очень тонкое лезвие (рис. 18 б, в). Лезвие цикли, наведенное стальной наводкой, не может быть достаточно острым.
Циклюют поверхность вдоль волокон (рис. 18 г). Лезвие цикли должно быть расположено по направлению волокон древесины под прямым углом или углом скоса не более 30*. Ток кок лезвие цикли не может быть достаточно острым, при циклевании мягких пород стружка плохо срезается. Волокна древесины сминаются. Поэтому циклюют, кок про- вило, только твердые породы: бук, дуб, клен, крогоч, орех, красное дерево, ясень. Из-за
недостаточной остроты лезвия цикли нельзя циклевать также торец древесины, так кок лезвие плохо перерезает волокна в торцовом направлении. Кроме того, в связи с высокой торцовой твердостью древесины лезвие быстро затупляется (выкрашивается и отгибается).
Фугование заготовок электрорубонком. Перед обработкой заготовок электрорубанок устанавливают в стационарное положение и крепят на рабочей доске верстака.
При фуговании на электрорубанке (рис. 19 о) заготовку 3 кладут обрабатываемой поверхностью но переднюю плиту Л стола. Левой рукой заготовку прижимают к столу в направлении стрелки р около ножевого вала. Правая рука упирается в торец заготовки и надвигает ее на ножевой вал в направлении скорости подачи снимая с заготовки слой древесины е. Кок только передний конец обрабатываемой заготовки пройдет ножевой вол (рис. 19 б), левой рукой прижимают заготовку за ножевым волом над задней плитой ) стола. Провой рукой продолжают подавать заготовку в направлении скорости подачи и прижимают ее к переднему столу. По окончании фугования (рис. 19 в) заготовку обеими руками прижимают над задней плитой около ножевого вола.
Таким образом заготовка при фуговании базируется но передней плите стола, а после снятия с заготовки стружки перебазируется на заднюю плиту стола. Толщина снимаемого с заготовки слоя за один проход должна быть не более 2—3 мм. При фуговании заготовку укладывают на переднюю плиту стола вогнутой стороной. Если за один проход заготовка не выравнивается, то фугование повторяют. Сильно покоробленные заготовки фугуют за три и более прохода.
После обработки пласти у заготовки фугуют смежную кромку. При фуговании кромки заготовку прижимают отфуговон-ной пластью к направляющей линейке 2. Базовой поверхностью при фуговании кромки служит обработочная пласть заготовки.
Но полученной в результате обработки поверхности древесины имеются следы повторяющихся возвышений и впадин, являющихся следствием кинематического процесса резания при цилиндрическом фрезеровании (кинематическая волнистость), о также выколы и вырьвы пучков волокон древесины и образовавшиеся в результате этого углубления с неровным дном (рис. 19 г).
Длина волны / и высота h кинематической волнистости зависят от скорости вра-
4-
6
1
3-
.V.
1
Z2J
1 Ч J.
Рис.19. Схема фугования заготовок на стационарном электрорубанке и неровности, получаемые на поверхности обработки:
о, б, в -- эголы фуговония; г - норовностя поверхности оброботки; I - зодняя плиго, 2 - нопровля-ющоя лннейко, 3 - зоготовхо, 4 ~ передняя плига.
(ОБРАБОТКА РУЧНЫМ И МЕХАНИЗИРОВАННЫМ ИНСТРУМЕНТОМ 33 дания и диаметра фрезы, количества ножей, участвующих в резании, скорости подачи □готовки, толщины снимаемого слоя. 6 электрорубанках скорость вращения, диаметр фрезы и количество ножей постоян-ы. Поэтому получить поверхность обработки более высокого качество (с меньшей длиной и высотой волны] можно только регулированием скорости подачи заготовки V, и толщины снимаемого слоя /. Если максимальная скорость подачи у большинство конструкций электрорубанков составляет 4 м/мин, то, yMeHbJune ее вдвое и уменьшив толщину снимаемого слоя, можно повысить качество обработки поверхности.i Кроме того, при неточной установке ножей после их заточки в формировании поверхности может участвовать только один нож. Правильность установки ножей проверяют деревянной линейкой, прикладывая ее к задней плите стола.
Выколы и вырывы всегда сопутствуют сучкам, наклону волокон, свилеватости. Поэтому при фуговании заготовок, имеющих пороки строения древесины, необходимо уменьшить скорость подачи.
Долбление, резание стамеской и сверление. Долбление долотами применяют для получения в заготовках глухих и сквозных гнезд резание стамеской — дяя подрезки и зочистки углублений, шипов, гнезд пазов, резания канавок, снятия фасок, обработки криволинейных вогнутых и выпуклых поверхностей, когда нельзя их обрабатывать рубанком.
Применяемые для долбления и резания долота и стамески (рис. 20 о, 6) состоят из полотна ?, колпачка ?, ручки 3 и кольца 4. Угол заточки фоски 29°, угол заточки боковых граней — 10".
Долота и стамески должны быть остро заточены. Приемы заточки долот и стамесок те же, что и ножей рубанков. Гнезда и отверстия долбят следующим образом. Обрабатываемую заготовку зожимоют в верстаке. При обработке нескольких одинаковых заготовок их укладывают но крышку верстоко и закрепляют струбциной. Долбление начинают но расстоянии 1 —2 мм от разметочной риски (рис. 20 в), нанося первый удар киянкой по долоту. Второй удар, срезоя первую стружку, наносят по долоту, отставленному и наклоненному внутрь гнезда. Таким образом поочередно срезают стружки, выдалбливая примерно 2/3 длины гнезда. Затем брусок поворачивают и выдалбливают оставшуюся часть гнезда. Сквозные гнезда долбят с двух сторон заготовки.
Толщина срезаемой стружки в начоле долбления составляет 1 —2 мм, затем может быть увеличена до 5 — 10 мм.
Срезание более толстой стружки ускоряет выполнение операции долбления, но ухудшает качество поверхности гнездо.
После выдолбливония гнездо при необходимости зачищают стамеской. Размеры зачищенных гнезд должны соответствовоть заданным.
Резание стамеской осуществляют в следующей последовательности. Углубления, шипы, гнезда, пазы (рис. 20 г—е) подрезают и зачищают вдоль или поперек волокон древесины. Толщина срезаемой стружки при черновой оброботке 2—3 мм, при зачистке 0,5— 1 мм.
При резании канавок (рис. 20 ж) сначала по линейке надрезают волокна на глубину 0,5—1 мм, затем, наклонив стамеску, прорезают кочовку. Последовательно применяя такие приемы, получают канавку за каждый проход стамеской глубиной 3 мм.
содержание:
[стр.Введение] [стр.1] [стр.2] [стр.3] [стр.4] [стр.5] [стр.6] [стр.7] [стр.8] [стр.9] [стр.10] [стр.11] [стр.12] [стр.13] [стр.14] [стр.15] [стр.16] [стр.17] [стр.18] [стр.19] [стр.20] [стр.21] [стр.22] [стр.23] [стр.24] [стр.25] [стр.26] [стр.27] [стр.28] [стр.29] [стр.30] [стр.31] [стр.32] [стр.33] [стр.34] [стр.35] [стр.36] [стр.37] [стр.38] [стр.39] [стр.40] [стр.41] [стр.42] [стр.43] [стр.44] [стр.45] [стр.46] [стр.47] [стр.48] [стр.49] [стр.50] [стр.51]