 |
 Как обустроить мансарду?  Как создать искусственный водоем?  Как наладить теплоизоляцию?  Как сделать стяжку пола?  Как выбрать теплый пол?  Зачем нужны фасадные системы?  Что может получиться из балкона? |
Главная страница » Энциклопедия строителя
содержание:
[стр.Введение] [стр.1] [стр.2] [стр.3] [стр.4] [стр.5] [стр.6] [стр.7] [стр.8] [стр.9] [стр.10] [стр.11] [стр.12] [стр.13] [стр.14] [стр.15] [стр.16] [стр.17] [стр.18] [стр.19] [стр.20] [стр.21] [стр.22] [стр.23] [стр.24] [стр.25] [стр.26] [стр.27] [стр.28] [стр.29] [стр.30] [стр.31] [стр.32] [стр.33] [стр.34] [стр.35] [стр.36] [стр.37] [стр.38] [стр.39] [стр.40] [стр.41] [стр.42] [стр.43] [стр.44] [стр.45] [стр.46] [стр.47] [стр.48] [стр.49] [стр.50] [стр.51]
страница - 23
1—г
№ I
№1
, 1 РГ1 | ||
, А. 9 | ||
1 ( \ 1 | ■ л Т | |
1 " U -о-~.-1— —СьД | ||
NP2
о л. :/.!/- f Л.У
г 2
№3
3
шт | |
N9 3 | |
NO 4
№4
N?2
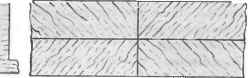
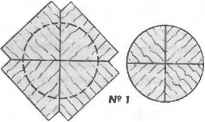
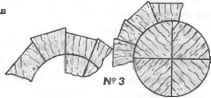
Рис. 47. Последовательность выполнения операций фигурных подборов шпона:
• «фриз» (а), в «елку» и «крестом» {6}, крутого (в).
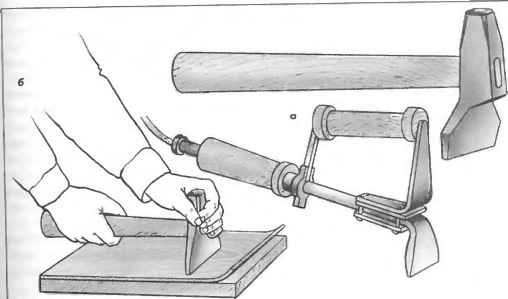
Рис. 48. Облицовывание впритирку:
а - пригирочныв молотки, б — притирко шпоно молотком.
шпона. слегка приподняв кромку верхнего листа, уделяют обрезанную кромку 8 нижнего и выполняют окончательную притирку. во избежание расхождения шво между листами шпона при высыхании его временно скрепляют клеевой лентой. таким же образом притирают и следующие листы шпоно но широких поверхностях заготовок.
чтобы в процессе притирки молотком без подогрева клей не застудневал, его подогревают утюгом: увлажнив водой наложенный на основу шпон, по нему проводят горячим утюгом.
облицовывать впритирку неширокие поверхности (кромки) можно поливинилацетот-ной дисперсией. но основу с нанесенной дисперсией нокладывают шпон и притироют горячим утюгом медленными движениями, чтобы прогреть клей до полного его затвердения.
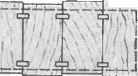
последовательность операций облицовывония впритирку с получением на поверхности фигурного набора в «фриз» приведена на рисунке 49 б.
но облицовываемой поверхности наносят карандашом контуры будущего наборо (показано пунктирной линией) и притирают полосы шпоно по технологии получения простого набора (операция 1). затем по линейке обрезают приклеенный набор и притирают поожилку (операция 2). ширина прожилки должна быть с припуском 5— 10 мм. обрезав прожилку по ширине в заданный розмер, притирают боковые (операция 3), а затем продольные фризы (операция 4).
зопрессовка шпона. облицовывание способом зопрессовки проводят в хо-
мутовых и столярных струбцинах, цвингох.
а | I | А- |
1 | ||
\ | 7 | |
I-------------х-
-1
NP2
1 | г t | i 1 •. | -■/,; | til | |||
■I- | ;;,( | ||||||
. | i". • I- | \ \ | м | ;/ |
№3

•I
№5
i ■ I | !) | ; 1 | 1 | \\\: | IT | |||
J . * У | 1 г 1 ■ .■jiLi | -I | li 1 .1 1 |
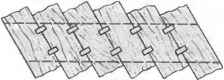
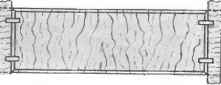
Рис. 49. Последовотельность выполнения операций облицовывания впритирку с получением но облицовывоемых поверхностях простого (а) и фигурного (6) наборов:
№ Г — 4 — последовогольность выполнения оперо-ций; I — облицоеывоемоя поверхность; 2 — притирочный молоток; 3 — первый лист шпона; 4 — клей; 5 — второй лист шпона; 6 — линейка; 7 — нож; В — обрезанная кромка.
запрессовку в хомутовых струбцинах применяют для облицовывания больших поверхностей плит, в столярных струбцинах — небольших поверхностей, в цвин-гох — кромок.
облицовывание в винтовых приспособлениях в один слой выполняют за один прием, о двухслойные — за два приема: сначала наклеивают но обе стороны основы черновые облицовки, выдерживают де-толь до полного высыхания, о затем подготавливают ее под лицевое облицовывание обычным способом и наклеивают на черновые облицовки строганый шпон.
хомутовые струбцины (рис. 50 а) представляют собой прямоугольную металлическую или деревянную рому с винтами в верхней балке.
процесс облицовывония в хомутовых струбцинах глютиновыми клеями состоит в следующем. подняв винты струбцины, ус-тоновливают но одном уровне нижние опорные балки и но них укладывают цулагу, розмеры которой по длине и ширине должны быть несколько больше размеров облицовываемых плит. затем наносят клей но обе стороны плиты и накрывают их облицовками из шпоно. но цулогу кладут металлическую подогретую до 60—70° прокладку, а на нее — сформированный пакет, который накрывают второй прокладкой. схемо формирования пакете покозона но рисунке 50 б. затем подготавливают другой пакет и так до полного формирования почки. стопу уложенных покетов нокрыво-ют второй цулогой 6, поверх нее под каждый поперечный ряд винтов ноклодывоют бруски 5 и приступают к эовинчивонию винтов.
схема сформированной стопы пакетов покозано но рисунке 50 в. необходимо следить за тем, чтобы все пакеты в стопе располагались точно один нод другим, без
содержание:
[стр.Введение] [стр.1] [стр.2] [стр.3] [стр.4] [стр.5] [стр.6] [стр.7] [стр.8] [стр.9] [стр.10] [стр.11] [стр.12] [стр.13] [стр.14] [стр.15] [стр.16] [стр.17] [стр.18] [стр.19] [стр.20] [стр.21] [стр.22] [стр.23] [стр.24] [стр.25] [стр.26] [стр.27] [стр.28] [стр.29] [стр.30] [стр.31] [стр.32] [стр.33] [стр.34] [стр.35] [стр.36] [стр.37] [стр.38] [стр.39] [стр.40] [стр.41] [стр.42] [стр.43] [стр.44] [стр.45] [стр.46] [стр.47] [стр.48] [стр.49] [стр.50] [стр.51]